


Defining Practical Laser Power Utilization
Savvy fabrication shops carefully evaluate ways tube and sheet laser machines can add value to the overall process rather than shooting straight to the highest laser power.
Posted: January 15, 2025



Size and strength are in constant debate in every aspect of our lives. People dream about a bigger home and more horsepower under the hood. In recent years, more and more powerful lasers have been introduced to the market that satisfy this innate human desire to quench the thirst for power. Lasers breaching 100 kW make sense for potential applications in the military or defense industries. In the extreme opposite, lasers for data reading/writing tap out between 50-to-125 mW. How does this concept translate to the laser metal cutting world?
The introduction of solid-state fiber lasers revolutionized the metal fabrication industry with heightened stability that delivers more consistent, repeatable results without human intervention — including maintenance. This makes the machines easier to automate, keeps production steady with consistent operating costs and allows floor managers to redistribute human labor strategically. The solid-state fiber also can produce a much more concentrated beam that reduces the heat affect zone (HAZ) in comparison to its predecessors, in turn opening up new possibilities within industries that have very specific needs such as aerospace.
The Sweet Spot for Tube
More power does not mean more productivity in the tube laser world. Unlike sheet cutting, tube lasers have many moving parts to orchestrate the laser cut. Better technologies that compensate for twist and bow, weld seams and other inconsistencies affect overall productivity in a far more impactful way than laser power. For instance, affixing a 40-kW laser would blow through both sides of the tube, and potentially damage the machine it is operating on. In addition, the added power benefit for cutting speed would never be actualized because the machine cannot manipulate the tube fast enough.
Tube cutting is where the ability to manage power on a laser source becomes imperative for quality, repeatable cuts. Tools that can actively identify the weld seam on tubes as well as scan to determine and compensate for bow and twist, often provide greater benefit for productivity than higher power alone. In addition, the thickness of tubes that would require higher power will typically exceed the weight and size limits of most tube lasers currently on the market. Therefore, the breadth of the machine’s features is a greater contribution to speed and efficiency than the power of the laser itself for tube cutting.
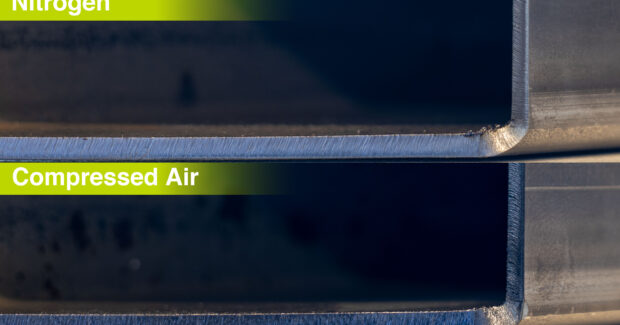
Another more important factor than power is the assist gas utilized for tube cutting. Nitrogen can be used to achieve faster speeds in steel cutting, which was one of the biggest advantages of solid-state fiber lasers because it brought the ability to justify its expanded use and removed the need for secondary processes such as grinding or chemical treatment for oxide removal. However, this came with a cost and spurred the transition to compressed air, as it provides the same speed at an overall lower cost for production. The benefits of compressed air are even greater when processing aluminum — allowing for productivity and quality improvements.
Moving forward, advancements in speed and productivity for tube cutting will not be dictated by power, but rather in the technology that surrounds and utilizes the laser source. The practical power range for cutting tubes is between 1-to-6 kW with a sweet spot at 5 kW — the highest practical application being for large agricultural or structural applications with thick-walled tubes or beams.
Powers Soar with Sheet

Akin to tube lasers, there are clear sweet spots for sheet laser cutting. However, unlike tube, sheet applications have a much wider power range, each with its own niche in the marketplace. Relevant power levels here pick up where tube left off — at 6 kW.
Lower laser powers for sheet metal cutting, typically between 6 kW and 8 kW, play a critical role in applications for thinner materials up to one-eighth inch, such as stainless steel, aluminum and carbon steel. This prevents issues like warping and distortion and ensures that the final product retains its desired shape and mechanical properties. Popular end-uses are in light equipment manufacturing, such as furniture, electronics enclosures and air treatment systems. Powers lower than 6 kW can be used effectively, however not in a way that would reflect significantly improved ROI on a machine purchase.
Mid-tier laser powers, typically between 8 kW and 12 kW, offer an excellent balance for speed, precision and energy consumption on moderately thick materials, which is why they are widely used in the production of medical and food processing equipment. These industries often use stainless steel and other high-value materials that are sensitive to contamination or thermal damage.
High-tier laser powers, typically between 12 kW and 20 kW, allow for efficiency when cutting over one-half-inch thick steel and aluminum plates, which are often used in heavy-duty equipment and vehicle manufacturing. As power density increases, metals like carbon steel and aluminum reach their ablation threshold more effectively, enabling quicker and more precise cutting.
While there are some applications for lasers higher than 20 kW, particularly with thick carbon steel, they currently are not commonly seen in practical use. For example, extremely thick plates used in shipbuilding or heavy industrial machinery could require powers above 20 kW to achieve a single pass cut, reducing overall production time. There is a niche where these higher power lasers shine, however fabricators must carefully consider the paired diminishing returns in terms of cost, increased power consumption and potential machine wear-and-tear.
The Sweet Spot for Sheet
There are two laser power levels that currently deliver the greatest ROI. A 12-kW laser provides an optimal combination of high cutting speed and excellent edge quality for materials up to one-half-inch thick. This power level combined with the correct assist gas ensures that materials remain free from excessive oxidation and contamination, which is crucial in hygienic environments like medical and food equipment production. The benefits of using 12 kW over lower power levels include the ability to maintain higher throughput without compromising quality. According to principles of thermodynamics, increasing power within this range reduces processing time without crossing the threshold where overheating or material degradation becomes a concern.
On the other hand, a 20-kW laser is ideal for applications where productivity and speed are the highest priorities — especially when working with thick carbon steel. This power allows manufacturers to achieve clean cuts on thick materials at high speeds, reducing the need for post-processing such as grinding or cleaning. Additionally, using a 20-kW laser when paired with an automation system helps minimize downtime, as the high power enables faster job completion, reducing machine idle times. Currently, gains can be seen on machines up to 60 kW, however as the power increases, the ROI diminishes as greater complications in maintenance and operating cost come into play. In the future, it will be the machine and its features that unlock the potential of stronger laser powers.
Assist Gas and Gas Mixing for Sheet
Similar to tube, sheet can yield specific advantages based on the assist gas — primarily nitrogen, oxygen or compressed air. Unlike tube, different mixtures of these gases can further yield beneficial results depending on the material.
Nitrogen will yield clean edges and prevent oxidization, but also requires more power and added overall cost. Compressed air will help maintain the optimal cut speed and reduce costs, with slightly increased contamination. Similarly, oxygen can help cut thicker carbon or mild steel sheets with less power. This is when gas mixing can help bring out the best of both worlds — the perfect blend of nitrogen and oxygen can yield cleaner edges while optimizing cut speed. In addition, this combination yields high-quality cuts with minimal HAZ — a perfect combination to meet the needs of aerospace. This is an oversimplification, as the exact ratio for mixtures varies dramatically depending on a myriad of factors, but this is an advanced and scientific way to unlock the true potential of each laser power bracket.
Ultimately, a carefully fine-tuned balance of technology, science and power is paramount to arriving at an optimized ROI for practical power utilization of both tube and sheet laser machines. Another important conclusion is that extremes — both high and low — yield diminishing returns on overall cost-effectiveness and productivity. The savvy fabrication shop manager will carefully evaluate ways tube and sheet laser machines can add value to the overall process and eliminate secondary applications rather than shooting straight to the highest laser power. Even if a machine can churn out parts faster, will they be quickly moving off the shelf to justify the increased costs? While laser technology is advancing every day and there is much to look forward to in the future, the current market situation indicates that our eyes are bigger than our stomachs.
Subscribe to learn the latest in manufacturing.


Industry News







