


Automation Technologies are Transforming Fabrication for the Better
The synergy between robotics, automation, software, and machine controls is driving innovation throughout the metalworking industry.
Posted: June 17, 2024






Metal fabrication is more efficient, safe, sustainable and intelligent thanks to the rapid advances underway in Industry 4.0 initiatives. The technologies collectively lead to higher quality products, as well as effectively overcome labor shortages.
Influent Monitor: Continuous Improvement IIoT Platform
AMADA AMERICA INC.’s (Buena Park, CA) Influent Monitor software, which is designed and developed by manufacturing engineers in the United States, is the easy, affordable entry into AMADA’s
IIoT platform with endless possibilities. Influent Monitor streamlines how shops measure AMADA equipment by providing accurate, real-time information in an easy-to-understand format. The first step in any production improvement plan is to measure machine activity on the factory floor.
Influent Monitor automatically collects all the machine activity from AMADA AMNC-PC and 3i
controls and displays the analyzed results in the Manage web browser app. Shops can set targets for equipment and see the results immediately on the on-premises Influent server.
Once Influent Monitor provides the current machine activity on the factory floor, shops can
make the adjustments necessary to unlock the full potential of their machines.
Features include Program History Reports, which provide detailed job summaries; and Machine Throughput Summaries that outline productivity metrics beyond greenlight-on-time. The dashboards, which include Area Dashboards and Machine Dashboards, outline real-time status information to identify production issues quickly.
World’s First Global Explosion Proof Collaborative Paint Robot Hypertherm

FANUC America Corp. (Rochester Hills, MI) now offers the new CRX-10iA/L Paint cobot, which debuted at Automate in May. The paint cobot is designed to comply with the stringent explosion-proof safety standards required in the United States.
As the first explosion-proof paint cobot for use and sale globally, FANUC’s CRX-10iA/L Paint unlocks the benefits of automation for more companies in the painting, powder and/or gel coating with fiberglass reinforcement industries. The new cobot not only will help boost all types of paint operations including high-mix, low-volume applications, but also is designed to comply with the stringent explosion-proof safety standards required in the United States.
With the addition of the CRX-10iA/L Paint cobot, now even operations with no robotics experience can quickly and effectively deploy cobots to automate their painting and coating processes by using “easy-teach” features, including drag-and-drop programming and “lead through teach.” The benefits of automating include better quality and more consistent finishes as well as cost and waste savings by accurately and efficiently painting. The CRX-10iA/L Paint cobot has a payload of 10 kg as well as the longest reach in its class at 1,418 mm.
“We know our customers are struggling to increase their production and efficiency to keep up with rising demand while staying profitable,” said Ed Minch, sales director for auto component & general industry paint at FANUC America. “Cobots that paint will be a game changer for companies that might have very little or no prior experience with robots to help them cost effectively automate within a short period of time. This is the first collaborative paint robot available for sale and use in North and South America.”
Software Empowers Efficiency with Enhanced Features

Hypertherm Associates (Hanover, N.H.), a U.S.-based manufacturer of industrial cutting systems and software, recently announced a major version update to ProNest 2025 version 16.0 nesting software. There is a collection of new features and ongoing updates designed to help customers improve their operational efficiency while reducing non-value-added tasks.
New features include:
- Enhanced integration with Tekla® PowerFab® Connector – this optional module provides seamless data exchange between ProNest and Tekla PowerFab.
- Library parts updates — this ensures the latest revision is always available.
- Job auto recovery — this helps save work in progress from being lost.
- Collision avoidance — this, now included by default in ProNest LT for OMAX waterjet setups, ensures an optimized cut path is applied in ProNest, eliminating the need for secondary steps in IntelliMAX.
Recent features and enhancements:
- Crop line improvements include multiple crop lines per nest with capabilities to cut empty plates using crop lines, change cut direction and apply XY coordinates.
- Small entity detection identifies motions that are smaller than kerf width or other length value, which can cause errors at the machine or may result in poor cut quality.
- Machine home movement for remnants that do not have a corner at the standard machine home.
- Settings improvements — vaporizes for laser machines that support this capability.
Sheet Metal CAD/CAM and ERP Software Enable Substantial Productivity Gains

Lantek Sheetmetal Solutions USA (Mason, OH) shared that U.S. manufacturers can achieve the same high levels of productivity as Australian laser subcontractor Online Laser Pty, a cutting specialist that manufactures twice as much as before with the help of Lantek’s sheet metal CAD/CAM and ERP software.
Online Laser Pty has doubled its output by using Lantek Expert CAD/CAM, MES, Integra and WOS software (in the U.S., Lantek Systems, Mason, Ohio) to power its two Bystronic ByStar fiber laser cutters. Based in Bendigo, Victoria, Australia, the company has also added the Lantek Opentalk connection directly to its laser machines to automatically validate machine status and parts manufactured. Ben Harris, the company’s programming & production manager, said CAD drawings arrive in several different formats, all of which can be downloaded into Expert where they are analyzed to determine cutting times. That data can be found in the Integra software, which combines the times with subcontract costs. Integra combines them with subcontract costs such as folding, powder coating or machining to produce an accurate price for the whole job. What previously had taken several days, now takes one-to-two hours or even, at times, minutes.
Where the material type and thickness are the same, the company nests parts from different customers in the same sheet. “The inventory system is worth the investment on its own,” Harris said. “We can manage remnants of material to use them up and keep track of stocks so that we don’t suddenly run out of material. Now, we only need to do a physical stock check every few months.”
Once the job is complete, the Lantek software creates the invoice, delivery note and pallet label. It also knows when a customer has an account so that parts can be shipped immediately or, if it is a new customer, what the payment terms are before shipping. The interface to Online Laser’s Xero accounting software automatically keeps this up to date with shipped and invoiced goods. “The MES system and the real-time reporting from the machines gives us an accurate picture of delivery times,” Harris said. “Everyone has visibility of the information, so we always give the customer consistent and accurate information on the status of their job. We can quote at 8:30 a.m. and have the parts cut by 11 a.m. in urgent situations. We are definitely more competitive on price, and we can see the profit margin. We just installed V42 of the software and we can now do layouts at the quote stage, so prices are now even more accurate.”
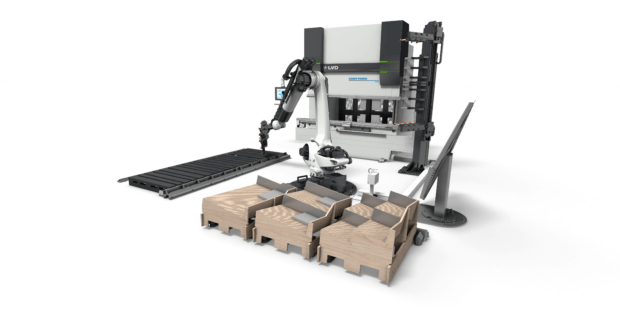
New Easy-Cell Bending Automation

LVD North America’s (Akron, NY) Easy-Cell 80/25 is the latest in its line of robotic bending cells for automated bending. Easy-Cell offers high flexibility to produce a wide range of parts with the precision of a built-in adaptive bending system which ensures bend angle accuracy from the first part. The robotic bending cell incorporates LVD’s advanced software for fast, simple offline programming of both press brake and robot. Users benefit from the productivity of automated bending with high process reliability and low part cost.
Easy-Cell 80/25 combines an Easy-Form 80-ton press brake with a KUKA industrial robot to handle parts from 100 mm-x-100 mm up to 1,600 mm-x-1,200 mm weighing up to 25 kg. The press brake features a 2,500 mm bend length, 5-axis backgauge, and 2,500 mm crowning table, providing the versatility to accommodate a broad scope of bending applications.
The cell features multiple robot grippers that can be easily changed to suit the job. The robot uses a unique swivel function to optimize workpiece regripping. The swivel movement reduces the time it takes for regripping, improving overall cycle time.
Easy-Cell is equipped with LVD’s Easy-Form® Laser for bend accuracy assured from the first part. Automation with built-in quality assurance provides a high degree of consistency in production, especially critical for automated operations.
Easy-Form Laser uses adaptive, in-process control over the bend angle. The system compensates for material variations such as sheet thickness, strain hardening and grain direction. Scanners continuously measure the bend angle and transmit the information in real time to the CNC control for immediate adjustment of the punch position to achieve the correct angle. The bending process is not interrupted and no production time is lost.
Powered by LVD’s CADMAN-SIM software, Easy-Cell accelerates “art to part” production with automatic generation of bending and robot program. The software defines all gripper positions and optimizes the program for bending sequence, collision-free operation, and other parameters. Programming is handled offline, and no robot teaching is required.
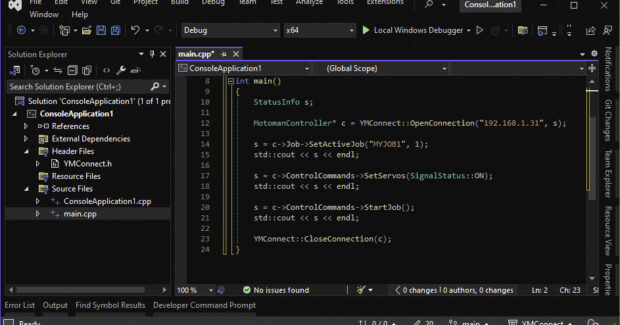
New Communication Software Enables Customized Applications

Facilitating ease of use, Yaskawa Motoman’s (Dayton, OH) new YMConnect software development kit (SDK) provides the ability to create customized PC applications that communicate with Yaskawa’s robots. The successor to MotoCom SDK, YMConnect uses a cross-platform library to control and monitor a robot over Ethernet, allowing for integration of a custom PC application with the robot controller.
Available with a dynamic motion interface, YMConnect can generate motion on-the-fly. Kinematic conversions between pulse, joint angles and cartesian coordinates are easily facilitated. The GitHub repository helps to distribute the free dynamic library. A discussion board sends messages directly to software development experts, when needed.
Exposed API provides intuitive function calls with straightforward error handling, and programming is achieved using modern C++ 17 language. Extremely user-friendly, YMConnect contains comprehensive code documentation for each function and example code for how to use those functions with an easy-to-use setup guide.
Common features that allow users to control how a robot interacts with its environment include: reading the configuration of axes, monitoring feedback position and torque, monitoring state of operations and errors, monitoring clear faults, and controlling and monitoring INFORM jobs. Reading and writing controller variables (byte, integer, double, real, string and position), as well as reading unlimited I/O is facilitated. Saving, loading and deleting files can also be completed – with deletion supported only for JOB files.
YMConnect is compatible with the YRC1000, YRC1000micro, FS100, DX200 and DX100 (DS2.07.00-00 and above) controllers. Windows® 10 (or newer) or Ubuntu 22.04 (or newer) is required. Dynamic motion interface is only available on the YRC1000 controller and newer.
Subscribe to learn the latest in manufacturing.

Industry News







