


Galvo Scan Heads for Precision Laser Welding Manufacturing
Quick and accurate point-to-point positioning can shave seconds off cycle times.
Posted: December 20, 2023




Precision laser welding in manufacturing requires fast, accurate positioning of the laser beam on the part. When paired with fiber lasers, galvo scan heads can minimize point-to-point positioning times, shaving seconds off cycle times on parts with multiple weld locations. Ideal for use in welding field sizes up to 100 x 100 millimeters (mm), galvo scan heads are a great choice for welding small medical devices, battery packs, and electrical interconnections. This article will focus on the application of 2D galvo scan heads in laser micro welding processes.
Laser beam delivery basics
The hardware components used to deliver a laser beam from the source to the workpiece are critical for performance, and include mirrors, shutters, collimators, fibers, and focus heads.
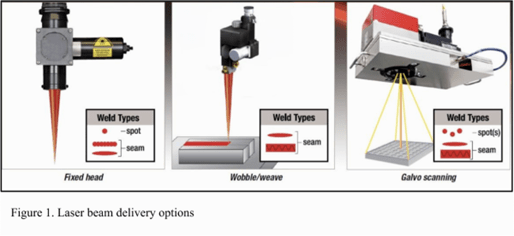
There are three primary laser beam delivery options available, as shown in Figure 1.
Fixed focus heads are usually mounted to a fixed vertical Z-stage, and the parts are moved to set points where the laser is fired. Due to the mass of the stages, tooling, and parts, this is a relatively slow process, but offers excellent positioning capability.
Wobble/weave focus heads are also typically mounted to a vertical Z-stage. Rather than a fixed beam at the output, however, a small oscillation “wobbles” the beam back and forth in a defined pattern. This wobble helps increase the size of the melt pool and join parts that have lower manufacturing tolerances for part fit-up. As with the fixed focus head, the parts are moved to set points where the laser is fired, creating the weld.
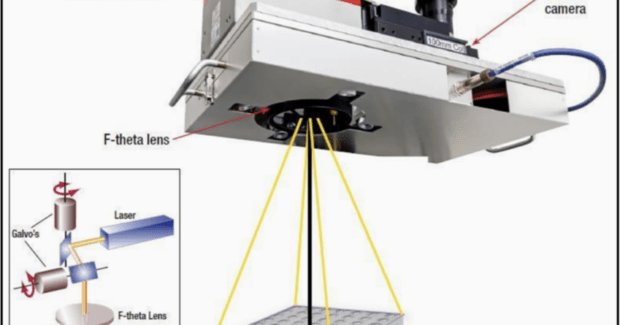
Galvo scan heads direct the laser beam using two mirrors through an f-theta lens, focusing it in an XY area. The galvo scanning head is typically mounted on a programmable Z stage to adjust the working height of the head and maintain focus on the part. The beam can be steered to any location within the field, which, for micro welding applications, is typically around 100 mm x 100 mm. Because the position in the XY field is related to a small motion of the mirrors, a 25 mm move takes just a few milliseconds to advance, settle, and be ready for welding.
Galvo scan heads facilitate quick and accurate point-to-point positioning
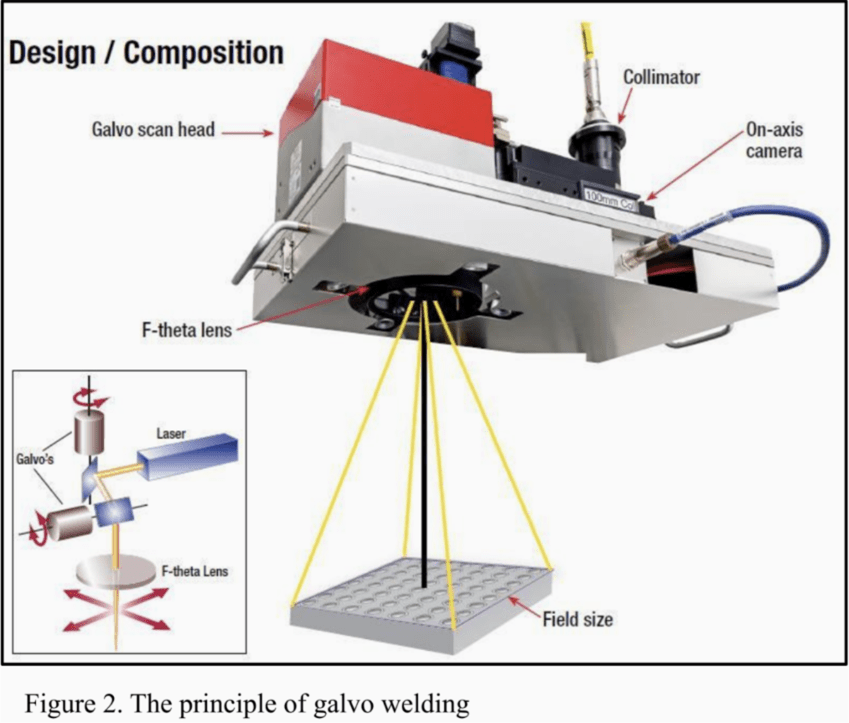
A galvo scan head consists of two mirrors, each mounted on very small rotary motors, called galvanometers, or “galvos” for short, which, in turn, are mounted orthogonally to each other such that the rotary motion of the two mirrors translates to linear motion in the X- and Y-axis. The small size of the motors provides high-speed positioning, short settling times, and high acceleration / deceleration, which is ideal for high-speed, short-distance motion. Figure 2 shows the design and composition of a typical galvo scan head.
The galvo scan head’s primary advantage over a fixed head stems from the fact that a fixed head requires high precision and repeatable motion stages that move the part and necessary tooling (with their accompanying mass) under the head. The momentum required for the stages and tooling slows down both the scanning speed and acceleration necessary for motion in different directions. By contrast, the two mirrors in the galvo scan head are lightweight and can be moved quickly because they are small and not moving much mass. Additionally, just a small rotation of the mirror is comparable to a large linear movement. The time needed for a galvo beam to move from one corner to the next in a 100 mm x 100 mm field can be measured in milliseconds. Compare that to the time it takes to move parts for fixed focus heads, which can take up to a second or longer.
Galvo beams move very quickly over field sizes up to about 100 mm x 100 mm, making them best suited for spot and seam welding of smaller parts. The flexibility in programming the beam location, and the speed at which it can move also provides the capability to wobble the beam on top of the weld path to increase the melt area for butt weld and fillet weld situations – or to increase the weld contact area in a lap weld situation. In other words, if the weld path is in X direction, the wobble is the transverse Y direction providing additional width to the melt pool, thereby creating a larger weld nugget.
In industry, galvo scan heads are an excellent tool for assembling small battery packs, where each cell must be joined. They are also ideal for electrical interconnect applications, especially when joining 2 to 3 relatively close points for plugs or connections. Other typical applications include spot welds for a tray of parts, welding small medical devices, and seam sealing of microwave and RF packages for the aerospace industry.
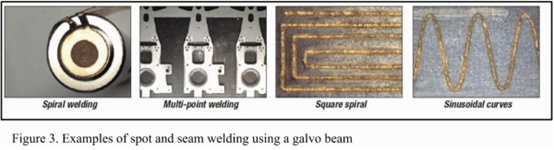
Figure 3 shows a few of the typical patterns for galvo scan welding.
Although there are several advantages, there are also some limitations for galvo beam welding. First and foremost, the scan field size is limited by the optic selection. For welds that extend beyond the field size, additional motion is required to move the beam to the desired locations. Second, galvo scanning heads handle welds primarily in a 2D plane. For some, a third dimension is added to quickly adjust the focal height – but if the weld wraps around a three-dimensional part, additional motion is required.
Integrating galvo systems
AMADA WELD TECH has many years of experience designing laser systems and determining the best beam delivery to achieve desired spot size, minimize power loss, optimize throughput, and ensure ease of maintenance. For the past decade, we have integrated galvo scanning solutions for medical device, battery, electronic, and aerospace industries.
To determine the right equipment, one must consider both the laser specifications and which galvo scan head is best suited, and the process requirements.
From the laser specification side, the divergence of the laser beam, wavelength, and laser power all need to be considered in order to select the correct optics and galvo scanning head to deliver the beam to part.
Divergence of the beam (combined with the collimator) determines the size of the aperture of the scan head – and the optics required. The larger diameter typically results in a smaller field size.
Wavelength – determines the coatings for the optics
Laser power – determines whether the head needs air-cooling, water cooling, or both.
From the process side, field and spot size are the most important aspects, but these are often in conflict because it is desirable to have a large field and often necessary to have a small spot size. The field size is related to the f-theta lens. The larger field size results in a larger spot size.
Field size – for welding applications and consistency across the entire field, a telecentric lens is preferred. This limits the field size to approximately 100 mm x 100 mm.
Spot size – the desired spot size depends on the material, the process, and the welding success criteria.
AMADA WELD TECH has selected a few standard configurations for each laser type to maximize the field size and spot size for welding applications. Programming of the galvo-based systems is typically done with a graphical software that allows a variety of shapes and motions to be easily programmed in – or even imported from – a DXF or other CAD drawing file. The shapes then are programmed with laser power, speed, and frequency (if pulsed) at the most basic levels. The control card handles the timing between the laser firing and the galvo motion.
When integrating the galvo and laser, an additional consideration is the control and communication protocol that will be used. The galvo scanning head and laser are typically subcomponents of a larger system and may be controlled through an external PLC. Common communications protocols include Serial (RS-232 or 485) or remote API commands through TCP/IP, and Ethernet/IP field bus.
In addition, there are a variety of optional features including vision and process monitoring systems, air knives, cover gas, lighting, autofocus, and mounting configurations.
TRANSITIONING FROM OLDER TECHNOLOGY
Laser galvo scanning for welding processes brings in a new manufacturing technology – either from a fixed focus head welding solution or a different welding technology. As with any change, it is important to understand the capability and limitations, in addition to additional safety concerns.
Transition: fixed focus head to galvo scanning head
These two are the most similar between the potential transitions. The galvo scanning solution opens up a means to achieve rapid point-to-point positioning and seam welding – though it is limited to the area of the galvo field. If the required processing field is beyond that area, then motion to the new area needs to be considered. Similar between both technologies – the same requirements for part fit up and material selection exist. Safety requirements for both are also the same since it is commonly using the same type of laser source.
Transition: other welding technologies to galvo scanning head
Changing from a different technology to laser technology brings a range of different and new considerations – including a new energy source that requires proper protective gear and a non-contact welding process that demands proper tooling to achieve a good fit-up between parts to weld. The design of the part and weld path often needs to be reconsidered to take advantage of the galvo speed, and limitations of its positioning.
Consider galvo scan heads to extend traditional motion or robotics
Galvo scan heads are worth considering for a variety of laser welding applications to facilitate quick and accurate point-to-point positioning. They are an ideal solution for extending the traditional motion of X/Y tables or robotics. The high repeatability lends itself to automation. When designing manufacturing process, having processes that can be timed appropriately lead to decreased cycle time and predictable throughput.
SUMMARY
Galvo scanning technology offers many benefits for microwelding. For suitably designed parts, this technology can drastically reduce cycle times and improve production throughput for point-to-point welding and seam welding applications. Its quick motion can be used to quickly place multiple welds and also helps to overcome manufacturing tolerances in part fit-up. Galvo scanning is being employed in an ever-increasing array of applications and industries. Easy integration into laser welding work cells and automated production lines, eases uptake of this newer technology and makes it a versatile tool for microwelding.
Subscribe to learn the latest in manufacturing.


Industry News







