


Persistent in Every Respect
The Vecoplan product portfolio comprises a range of machines and systems for different preparation processes. This makes it possible to cater to a broad range of industries, applications and companies
Posted: May 12, 2022








Famous for its spas and health tourism, the town of Bad Marienberg is located in the German state of Rhineland-Palatinate. The region boasts a long history of promoting entrepreneurial activity; Vecoplan was founded way back in 1969. The company’s activities are focused on the processing of residual materials and waste for material and thermal recycling. Various systems for shredding, conveying, storage and separation have been developed in support of these activities. With 500 employees worldwide, 18 active patents and record-breaking turnover in 2021, Vecoplan AG is on the path to success. Its sites are located across Europe and the USA, with its company headquarters in Bad Marienberg. Service and sales subsidiaries can be found in Poland, Austria, Italy, Spain, the UK and the USA. Plans are in place for additional sites with the aim of serving the market as directly as possible.
The Vecoplan product portfolio comprises a range of machines and systems for different preparation processes. This makes it possible to cater to a broad range of industries, applications and companies – from craftsmen and SMEs, right through to the major players on the market. Customers include recycling companies, biomass and thermal power stations, companies from the primary and secondary wood industries, cement manufacturers, plastics processors and many more. Vecoplan provides its customers with end-to-end support: from planning to production, delivery, installation and commissioning, right through to maintenance of the entire plant. As a result, the company delivers the highest possible quality standards to meet customer demands across the globe, be it an individual machine, a complete plant or anything in between. Excellent service including the provision of original spare and wearing parts as well as a broad range of additional after-sales services are also just part and parcel of its comprehensive customer care. Vecoplan now offers the networking of machines and plants as an extra source of added value. This new range of digital services is up and running under the name VSC – Vecoplan Smart Center – and comprises a wide range of features, from remote access and data analysis, right through to live camera monitoring via smartphone.
One thing that definitely sets Vecoplan apart from the competition is its technology centre. More than 3,200 tests have been documented in the database here – and counting! A broad range of machine configurations that are matched to the needs of the customer makes it possible to process a vast array of materials. Customers and interested parties really value the shredding tests because it gives them the opportunity to see for themselves just what the machine can do.
Machining time cut in half
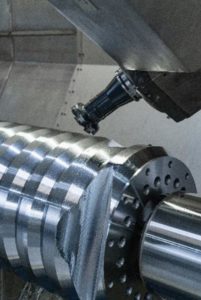
Rotors of various sizes are manufactured at Vecoplan for use in shredding technology. This is where the new WFL machine comes in. Daniel Dittmann, Head of Machining, talks about the manufacturing process: “Before we got the M120 Millturn from WFL, all operations were completed and all workpieces manufactured on two machines: first on a simple turning machine and then the turned shaft was moved to a milling machine. The benefit is that we now have reduced wait times between the individual resources and don’t need to clamp as often. This has saved us a huge amount of time. We can now achieve a 50% saving on pure machining time for a typical acceptance workpiece.”
Head of Production Martin Selbach adds: “We were experiencing a major bottleneck in this respect and our delivery times would definitely have suffered if we hadn’t invested in the new machine. The WFL machine allowed us to eliminate this bottleneck. The M120 Millturn is now enabling much faster availability of rotors, which we manufacture on an order-specific basis.”
The average machining time for large rotors is approximately 18 hours. “We have a really wide range of rotors here – from small to large – and that’s why machining times range from three to 18 or 19 hours,” explains Dittmann. Generally speaking, the same component is manufactured in different sizes and versions, depending on the intended application for the rotor. As many as 95% of rotors are manufactured on an order-specific basis. “There are only very few rotor types – mostly smaller ones – that we can manufacture as stock goods. The challenge for us is that the majority of rotors have customer-specific features,” explains Dittmann.
Easy programming on the machine

The M120 Millturn is equipped with the programming editor Millturn PRO. This allows programming to be performed directly on the machine. “The development team is currently in the process of standardising certain components to enable us to increase batch sizes and make production more efficient,” explains Head of Production Selbach. For instance, we manufactured around 150 different rotors on the machine in 2021 and we of course had to program them too. Our aim is to simplify this process in coordination with the design department.
Selbach continues: “When two of our employees received training from WFL, we all learnt a lot and identified a number of new possibilities. For operators, this obviously demands a certain amount of effort to begin with until they know what they’re doing with the different software functions. Integrated thinking is required to realise the machine’s full potential. It’s easier said than done at first.”
Robust and accessible

Hundreds of shredders are built at Vecoplan every year. “Of these, 25% are machines with larger rotors of up to 3,200 mm and the rest are smaller machines. The small rotors in question here have lengths of between 600 mm and 1,400 mm. With the exception of conveyor and plant technology, the components that we manufacture on the M120 are used in all shredders, be it for applications in the fields of wood/biomass or waste and recycling,” says Head of Production Selbach. Selbach explains Vecoplan’s decision to ultimately opt for a Millturn from WFL: “We were familiar with WFL and knew that they were technology leaders, especially in complete machining. We of course looked at a range of machine manufacturers but ultimately all the manufacturers within the scope or of the scale that we were considering at that time backed out. Others were unable to provide a machine that could meet our requirements in terms of the loads that may arise.
Head of Clamping Dittmann agrees with his colleague: “For us, stability, the maximum clamping weight and of course the drive power with the weights were the most important factors in favour of a Millturn from WFL. The performance live on the machine during milling was extremely impressive too. This tipped the scales and won our trust completely.” Selbach shares a memorable anecdote: “We had a shaft with a diameter of 700 mm. No other raw material was available so we had to turn down the shaft across the entire diameter. We went all out in terms of the depth that the indexable insert could manage and the drive power of the axis was around 55%, which was very impressive!” The excellent accessibility to the machine also impressed: “If you compare the Millturn with other machines that we use, the main difference is that the maintenance access points, maintenance doors and general accessibility to the machine – and that goes for the structure too – are very well thought-out. It’s all more organised and easily accessible,” agree Selbach and Dittmann. “The machine is really very reliable. The last service deployments went very well. It gets top marks from us, without a doubt. None of the others offered this level of flexibility or speed of response. For instance, we once had WFL Service on the phone in the afternoon at 16:30 or 17:00 and, at 9:00 the next morning, the service engineer was on site with the spare parts. We’re very satisfied,” adds Dittmann enthusiastically.
High demand for innovation
In addition to the “Flanx” gear teeth package, the machine is equipped with a measuring package. “We use in-process measuring for every component. It’s worth its weight in gold,” explains Dittmann with conviction. “Accuracy is especially important on the face of the shafts because this is where the connecting surface centring device is attached. An imbalance would definitely be detrimental for this kind of bearing,” explains the Head of Machining. Vecoplan is constantly investing and optimising, with high manufacturing penetration, a 20,000 m2 production area, four production halls and 80% in-house manufacturing. Selbach explains: “We’ve installed a camera in the working area of the machine. As mentioned earlier, we have our own “Vecoplan Smart Center” – VSC for short – and this connects the machine to the production network. This allows us to see the machine from anywhere using our own app.”
In terms of low-paper manufacturing, the next few years are set to bring fresh changes in production, such as monitors next to machines. At the moment, all processes – from setting-up to the individual machining operations – are subject to analysis to boost efficiency. As part of a pilot project, a monitor is attached to the M120 Millturn, which provides access to drawings, 3D models, etc. In the course of 2022, the plan is to install these monitors on all machines to provide access to all order-specific data, part numbers, times, etc. In order to deal with the strong growth prevalent at Vecoplan, checks are being carried out to determine whether additional staff can bring about the necessary efficiencies. That is why work is being done to monitor and track all data from the plants and machines. “Modernisation of the plant’s machinery is also up for debate; take staff training, for example. It’s no good having a great machine if nobody knows how to use it. It’s absolutely vital to emphasise the importance of a competent employee,” explains Dittmann. Selbach adds: “The appeal of this kind of machine is clear. At first, there were some concerns. Now, we have a skilled team of operators and suddenly other colleagues want to work with the machine too. The new, state-of-the-art technology is certainly appealing – there’s a big backlog of demand. But we’re obviously delighted that our employees are very motivated.”
Subscribe to learn the latest in manufacturing.

Industry News







