


Higher-Power Fiber Laser Cutters = Higher Yields
Fiber laser machines are no longer available just with 4kW and 6kW. As machines become more powerful, fabricators are taking advantage of the ability to cut a wider range of material types and thicknesses, faster cutting and piercing speeds, and better edge quality.
Posted: January 12, 2021



BY KAYLEE SWEARINGEN
Advertisements and product announcements almost always emphasize the power level of a fiber laser cutter. In 2015, it was common to see 4kW machines at OEMs and job shops across North America. By 2019, 6kW machines were popping up in these operations. Today, it’s possible to buy 8kW and 10kW machines.
When considering the technology’s productivity and quality benefits – the ability to cut a wider range of material types and thicknesses, faster cutting and piercing speeds, and better edge quality — it’s easy to understand why fabricators seek higher-power lasers. Basically, high power converts to high yields.
Higher Power Expands the Range of Applications One Machine Can Perform
A common assumption is that high power means working with thicker material, which is true. Across the board for all material types, higher power increases cutting range. The Mazak Optiplex Fiber 10kW laser, for example, cuts 1-inch mild steel, 1.25-inch stainless steel, and 1.25-inch aluminum.
Higher power also allows for cutting an increased thickness range with nitrogen and high-pressure air.
Also known as high-performance air, high-pressure air is a cost-effective assist gas that can dramatically reduce monthly operational costs while increasing throughput. Depending on the material, it offers increased cutting speeds and can produce clean parts that are ready to paint without first cleaning. The biggest advantage is in aluminum, ¼-inch and thinner mild steel and thick stainless steel.
For example, a 10kW machine using nitrogen cuts ½-inch mild steel; using compressed air, 3/8-inch. But while nitrogen increases thickness capabilities, it’s much more expensive than compressed air. As a result, many fabricators opt for compressed air on all power levels to cut down on operating costs by lowering consumables expense.
Higher Power Increases Cutting and Piercing Speeds
Being able to cut a wider range of material is one advantage of higher power. Another is faster cutting and piercing speeds, which increases throughput. Gains are greatest when working with mid-range material (1/8-inch to ½-inch) using high-pressure air or nitrogen.
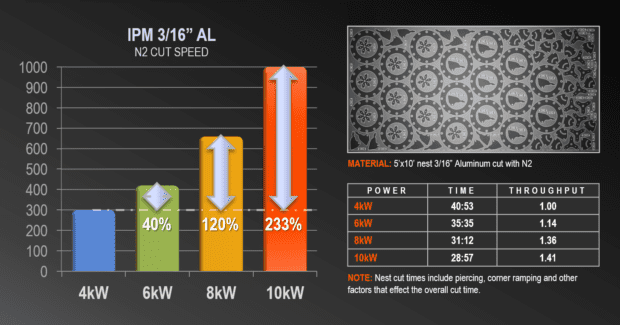
For example, a 10kW machine cuts a single 3/16-inch aluminum part 233% faster than a 4kW fiber laser. While that’s impressive, running a full nest shows the true overall improvement. Nest times include piercing, fine power ramping on corners, and additional movements that affect the cut time of a full sheet. A 10kW fiber laser processes almost a half sheet more than a 4kW machine: 28 minutes and 57 seconds for a 5-by-10-foot nest versus 40 minutes and 53 seconds, respectively.
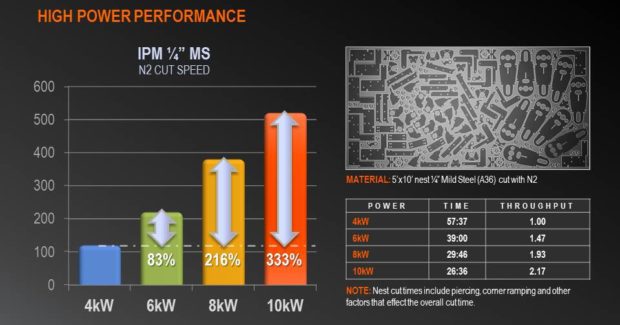
Results are similar for ¼-inch mild steel: a 333% increase in single-part production and more than twice the parts in the same amount of time.
Higher power also optimizes piercing. A 6kW machine pierces 1-inch mild steel at 3 seconds, but a 10kW pierces in less than a second. If the nest has a lot of parts, or the parts have many features that require many pierces, there will be a dramatic reduction in the nest’s cutting time.
Higher Power Produces Cleaner Edges
Finally, while speed and throughput are important, so is quality.
Improving edge quality has been a focus since the introduction of fiber laser technology. Fabricators are accustomed to the fantastic edge quality of CO2 laser machines, and solid state laser technology is striving to provide the same.
As fiber laser power increases, edge quality is visibly smoother and cleaner – in fact, similar to CO2 laser-cut parts. The combination of high power and high speed virtually eliminate dross, making the edge smoother and cleaner. The improved quality is seen throughout the entire cutting range.
Ideal Applications
High-power fiber laser machines are ideal for high-volume OEM applications and performance job shops. In particular, applications with longer run times, such as parts with numerous holes or that require extensive piercing, benefit from the technology’s faster cut rates.
Thicker aluminum parts are another ideal application. A high-power fiber laser with high-performance air produces a smoother-edged part with significantly less dross at a reduced bottom line.
Subscribe to learn the latest in manufacturing.


Industry News







