


Twin-Spindle Machine Lowers Gear Manufacturing Costs
Soft- or hard-machine a bevel gear in 25 to 40 seconds with EMAG’s VL 1 Twin, a pick-up turning machine that simultaneously machines two identical bevel gears at high speed within the same machining area. Automating the loading process lowers cycle time to 4.5 seconds.
Posted: August 13, 2020




The growing demand for all-wheel-drive vehicles is driving a sharp increase in the number of bevel gears that must be produced. Manufacturing generally starts with forging and is followed by various turning processes to produce the taper face opposite the serration, a small offset on the taper face, the inner bore, and the end face. Whether these steps are performed within the final hard machining operation or each component is soft turned and then hard turned depends on the manufacturer.
By enabling soft and hard machining of bevel gears up to 3 inches (75 mm) in diameter, the VL 1 Twin from EMAG (Farmington Hills, MI) provides the option to do either.
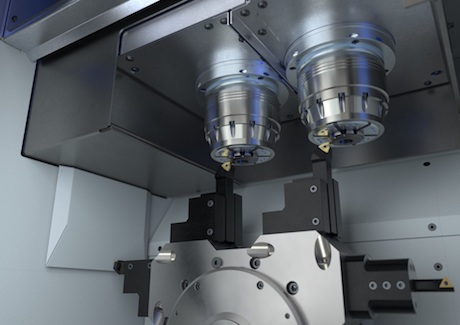
Two pick-up spindles (9.9 kW/136 Nm at 40% duty cycle) simultaneously machine two identical bevel gears at high speed (OP 10 – OP 10). After the spindles load and unload the machining area in five to six seconds, the steps described above are performed successively and in a single clamping operation with a total cycle time of about 25 to 40 seconds depending on part type and size.
A special clamping solution reproduces the negative image of the component’s gearing and holds it firmly in place for the entire time. Additionally, the VL 1 Twin is able to drill into solid material, which is how the bevel gear’s center bore is produced.
Average chip-to-chip time is just under six seconds. When equipped a robot cell and swivel table for loading, cycle time falls to 4.5 seconds.
A range of standard features ensures component quality and reliability. For example, the machine’s Mineralit base significantly reduces vibrations during the turning process, leading to longer tool life and lower tool costs. Headstocks can traverse autonomously, allowing the diameter and length (X/Z directions) of both components to be adjusted independently if there are any deviations; e.g., following the change of an indexable insert.
The wear-free linear drive in the X-axis, including the direct distance measuring systems, is equally important. It has an acceleration of 8 m/s2 (1,575 fpm) with precise long-term accuracy. The roller guides in all linear axes guarantee further precision.
The integrated pick-up automation system is responsible for the flow of parts within the machine. If the machine is combined with a robot cell and swivel table, the gripper is precisely adapted to the component’s shape. Pre-positioned component containers simplify transport as well as loading and unloading. Individual process flows are easily reproducible; and additional processes, such as measuring, marking, and cleaning, can be integrated in the same cycle time.
For a compact four-spindle solution, two VL 1 Twins can be loaded with the robot cell or EMAG’s TrackMotion automation system (OP 10 – OP 10, OP 10 – OP 10). In the latter case, the TransLift (a lifting and rotating device with an electric gripper) picks up raw parts from a feeding conveyor and transports them to the machines.
“From classic combustion engines to electric drives, differentials remain relevant regardless of drive type,” says EMAG Technical Sales Manager Daniele Loporchio. “Whoever wants to modernize production and prepare for growing unit volumes ought to take a closer look at this technology. The VL 1 Twin is an ideal solution for many bevel gear manufacturers.”
Subscribe to learn the latest in manufacturing.

Industry News







