


How to Optimize Laser Welding, Cutting, Cladding, and Marking
Output power can be measured with one of three types of sensors: photodiode, thermopile, and thin-film thermoelectric. Here’s how to decide which one will most cost-effectively meet your process application needs.
Posted: May 6, 2020



BY SEAN BERGMAN
Optimizing laser-based welding, cutting, cladding, and marking requires periodically measuring laser output power. But because making measurements often requires interrupting production, this presents a conundrum: Will the benefits of measurement outweigh the cost of slowing, or stopping, production?
To decide, ask yourself the following:
- How sensitive is my process to variations in laser power?
- How fast does my laser output typically change and, therefore, how frequently must I measure to keep my process within specification?
- What is my production throughput? How much defective product will I make, and how much does this scrap cost me, when I delay making a laser measurement for a given amount of time?
- How long does it take to make the laser measurement, and what is the total cost of this measurement in terms of production downtime?
For high-speed industrial processes, the answers to these questions show it’s often not possible to achieve a good tradeoff between measurement frequency and cost. This is because traditional high-power laser power sensors are relatively slow, so making frequent measurements increases downtime. Alternatively, making infrequent measurements can increase scrap rates.
This situation has changed, however, with the development of a third type of laser power sensor.
Type 1: Pros and Cons of Photodiode Technology
A semiconductor photodiode sensor uses a solid state diode (pn junction) to convert incident light into an electrical signal (current or voltage depending on how the junction is biased). Photodiodes offer high sensitivity, enabling them to detect very low light levels. Several semiconductor material combinations are available to produce photodiodes that work in the visible, near-infrared or far- infrared spectrum.
Because of their fast response time, photodiodes are useful for looking at pulse shapes. However, they saturate above approximately 1 megawatt per square centimeter (1 mW/cm2), so attenuating filters must be used when operating at higher powers.
The main drawbacks of photodiodes are that they have smaller active areas, a much more limited spectral range, and lower spatial uniformity than thermal sensors. The latter can affect the measurement repeatability of nonuniform beams or beams that wander over the detector surface between measurements.
These characteristics make photodiodes most useful for low-power measurements of continuous-wave (CW) lasers and pulse shape characterization of modulated lasers. This capability can be valuable for systems designers and in process development; but in general, photodiodes aren’t ideal for online or offline process control tasks with high-power industrial lasers.
Enter Type 2: Pros and Cons of Thermopile Technology
Thermopile sensors have long been used for measuring high-power lasers because high-speed photodiode detectors saturate at low-power levels.
A thermopile typically consists of a central light-absorbing disk, a series of thermocouples that surround the disk, and an annular heat sink around the ring of thermocouples. Incident laser energy falls on the disk and is converted into heat. The heat then flows radially across the disk to the heat sink, which is held at a near-constant ambient temperature by air- or water-cooling. The temperature difference between the absorber and heat sink is converted into an electrical signal by the thermocouples. Calibrated electronics in the meter convert this signal into a laser power reading.
Thermopile advantages include an extremely broad spectral range, the ability to work over a wide power range, high laser damage resistance, and uniform spatial response (meaning insensitivity to changes in beam size, position, or shape).
However, transferring heat across the width of the thermopile disk makes the technology inherently slow. It often takes several seconds before the heat flow induced by the laser reaches equilibrium and the power measurement becomes steady. The larger the sensor, the longer it takes to reach this steady state.
Their slow response speed makes thermopiles problematic for use in embedded, online process control. For example, using them may slow production to a level that increases costs. Alternately, due to their speed, they may limit how frequently power measurements are made, thus increasing scrap rates or lowering process quality.
That said, thermopiles are probably the best choice for offline measurements, especially when used as a standalone sensor and meter. This is because the technology is robust, simple to use, and less prone to laser damage should they be accidentally exposed to more power than expected.
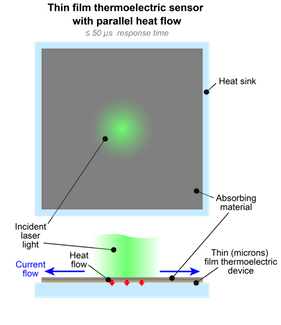
Introducing Type 3: Thin-Film Thermoelectric Technology
Coherent developed thin-film thermoelectric sensors to overcome the speed limitation of thermopiles.
Introduced in 2014, the sensor’s thermoelectric-generating material is a microns-thick stack of thin films. Heat generated by absorbed laser light flows axially, rather than radially, and thus very quickly through the thin layers to the heat sink below. The electrical signal from the thin film layers then moves laterally to the edges of the device to be measured by the sensor electrodes.
This architecture reduces the time constant for the sensor into the microsecond range, enabling it to provide an essentially instant power measurement without any overshoot. Thus, Coherent’s PowerMax-Pro sensor provides all the benefits of thermopiles – large active area (30 mm x 30 mm), wide dynamic range (50 mW to 150W), and broad wavelength range (300 nm to 11 µm) – at a much greater speed.
Thin-film thermoelectric sensors cost slightly more than thermopile sensors, and can be more complex to set up. This makes them less attractive for offline use as a standalone sensor, especially by production-line employees who may not be familiar with laser power measurement.
The sensors are, however, ideal for online, embedded use in high-power laser-based processes. Their high measurement speed enables frequent readings to be performed, for example, between each cut or weld without incurring the cost penalty imposed by slower sensor technology.
Full Speed Ahead
As the precision and throughput of laser-based industrial processes increases, the need for more rapid and accurate laser power measurements becomes increasingly important.
A new sensor architecture meets this need by providing near-instantaneous measurement of high-power beams ranging from ultraviolet (UV) to far-infrared. Manufacturers who have adopted thin-film thermoelectric technology are seeing increased throughput and improved process control at reduced costs.
Subscribe to learn the latest in manufacturing.


Industry News







