

Robotic Welding Cell Gives Street-Repair Supplier the Ultimate in Flexibility
Talk about a high-mix, low-volume operation. American Highway Products’ manhole risers are available in more than 700,000 possible permutations. One software program is getting the jobs done to customers’ wide range of specifications.
Posted: January 20, 2020




When you drive down a city street in heavy traffic, you’re probably not thinking about manhole risers. “Everyone thinks every manhole is the same,” says Scott Fier, owner of American Highway Products (AHP) in Bolivar, Ohio. “But they’re not all the same – not even close.”
AHP makes steel rings that line manholes, catch basins, and water and gas valves to maintain their structural integrity when cities repave streets. Scott’s father patented the company’s flagship product, the Pivoted Turnbuckle manhole riser, in 1978 and three more riser designs after that. The design is unique in that it has a weld fixture that accommodates a change in riser diameter from 14 inches to 50 inches in increments of 1/16-inch. The riser accommodates a +/- 1/2-inch-diameter change, giving an entire 1-inch diametric manhole riser variance – a key capability.
“We constantly receive dimensions from municipalities and contractors,” says Fier, who took over from his father in 1995. “We’ll manufacture risers for their castings. A lot of cities spec our risers because of the turnbuckle, which enables one street crew member to make a watertight fit by turning a screw that exerts 5,600 pounds of tangential force. It’s what separates us from our competition.”
The risers are now used in many, if not most, major U.S. and Canadian cities, from San Francisco to Baltimore and Chicago to Tampa. The company produces 25,000 units to 30,000 units a year in up to 52 different sizes a day. And here’s the thing: About 90% are manufactured to customers’ exact standards.
Automation Challenges
Welding is critical to production. When the riser is installed on a street, it has to lay level to the road. Any height discrepancy could be a safety hazard to pedestrian and vehicle traffic. The welds have to be strong and flush to obtain full circumferential engagement on the manhole frame.
However, welding is also one of the hardest parts of the production process, as well as one of its slowest.
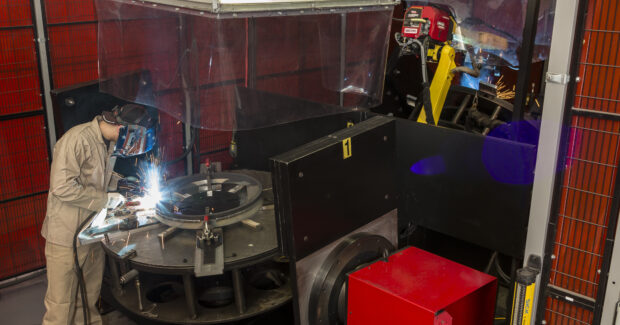
“We’re growing our employee base, but I was looking for ways to increase weld efficiency without having to hire more welders,” Fier says. “While there will always be certain welds that will have to be done by hand, we wanted to automate every part of production that we could.”
The manufacturer faced challenges on the welding front as it contemplated expansion, including:
- A lack of certified welders to meet production demand
- Manual welding could create a bottleneck
- Producing consistent-quality welds that are flush and spatter-free.
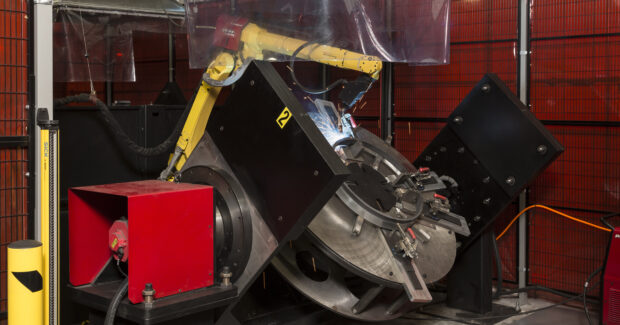
Automating the process would be tricky because the size of risers varies by type and city standard requirements. To devise a solution, AHP worked with Cleveland-based Lincoln Electric Automation to implement a Back-to-Back Robotic Welding Cell capable of reliably producing 241,941 designs at the speed required to keep up with growing demand. The program for the robot and tabletop solution is written to weld risers:
- Ranging in diameter from 16 inches to 33.5 inches in 1/16-inch increments, which equals 281 different diameters
- In lift thicknesses ranging from 3/4 inch to 5-3/4 inches in ¼-inch increments, which equals 21 different bar sizes
- With lid thicknesses of ½ inch to 3 inches in 1/16-inch increments, which equals 41 different lid thicknesses
- Bar thicknesses of 5/8 inch, 3/4 inch, and 1 inch.
That’s a total of 725,823 potential different parts with one software program.
Lincoln Electric worked closely with Fier’s team to program the cell. The robot has two laser sensors, used to feed the program parameters to identify the weld joint to execute search command. The software can also adapt to risers with other bar thicknesses to accommodate requirements mandated in some cities and states.
“The end product is a uniform weld every time,” says Fier. “Lincoln Electric designed a solution to find the welds on about three-quarters of a million parts on a daily basis. It was a challenge, but it is a truly amazing system that works great.”
Productivity Doubles
Manually, welders usually averaged 80 to 100 riser welds in an 8-hour shift. It takes less than 2-1/2 minutes for the cell to seamlessly rotate and weld one part on one unit, but can do so on multiple parts without the costly time of changeover.
With the tabletop, diameters are now switched out in one-fourth the time it took to manually change fixtures, which Fier describes as “lost time.”
“An employee can do other operations while keeping the robot going,” he says. For example, while the robot is welding, an employee can assemble the turnbuckle inside the ring, essentially taking care of two production tasks simultaneously. Now the operator can weld and assemble an average of 150 to 200 risers per day, ultimately doubling production.
At the same time the robotic cell was installed, AHP switched from flux-cored wire to Lincoln Electric’s SuperArc L-56 copper-coated MIG pulse wire, which saves the company 40 cents a pound on wire and reduces slag, smoke, spatter, and grinding. Post-production grinding and clean-up are now eliminated, so risers are out the door quicker with higher efficiency.
Speed of operation is vital to expansion plans. The company offers one- and five-day delivery, putting it up to four weeks ahead of its competitors in terms of customer service. Fier, as ever, isn’t satisfied with the status quo.
“We have to increase productivity while maintaining customer service,” he says.
Subscribe to learn the latest in manufacturing.


Industry News



Calendar & Events
Wisconsin Manufacturing and Technology Show
Midwest Design-2-Part Show



