


Automated Sawing and Storage System Converts Bottleneck into Capacity
Hydraulic cylinder manufacturer AHP Merkle quadrupled their throughput by integrating a CNC circular sawing machine, tower storage system and robot-assisted sorting system from KASTO to shorten delivery times on a wide range of high quality cylinders.
Posted: January 2, 2019









Whether in cars or motorcycles, machine tools or presses and rolling mills used for manufacturing die cast parts, the hydraulic cylinders that drive linear motors ensure that their moving parts work exactly the right way. They are versatile enough for many different applications, can be continuously and precisely adjusted, and offer a long service life with low maintenance. With countless designs and different materials, the right cylinder can meet the precise requirements of a specific application. Manufacturing these hydraulic cylinders is precisely what family-run AHP Merkle GmbH (Gottenheim, Germany) excels in. For over 40 years, they have built standard, block and stamping cylinders, push and core pull units, clamping elements, rotary drives and many other items for a wide range of industrial sectors, including toolmaking, mold production, mechanical engineering, aluminum die casting, and automotive applications. The company employs approximately 150 personnel at their headquarters, with Chinese sites in Hong Kong and Shenzhen, and 20 overseas distributors in Europe, America and Asia.
Like many other successful mid-sized businesses, AHP started out from small beginnings. Founder Gerhard Merkle began to design and produce hydraulic cylinders in his apartment. His office was his living room and his garage was used for manufacturing. He took on his first employee within two years and grew over time into a larger apartment with a larger garage, then moved into an industrial building and later constructed the head office in Gottenheim, where everything is designed for lean, efficient production. All manufacturing operations are performed in-house and linked by short transport routes. “In addition to quality and selection, our customers appreciate our short delivery times,” says Paul Gutmann, the plant manager at AHP Merkle. “With such a broad product portfolio, versatile, high performance production and logistics are vital to us.”
AHP keeps certain types of finished cylinders in stock, ready for shipping anywhere in the world in just a few days. They manufacture all other hydraulic cylinders to order based on a modular construction system. They purchase a variety of steels, aluminum and other raw materials as bar stock, usually in 3 m long rods. “To react quickly to incoming orders, we keep as many sizes and materials as possible in stock because the procurement time through to the delivery of certain materials can be as much as half a year,” explains Gutmann. As a result, the plant uses a compact, space-saving UNITOWER tower storage system from KASTO Maschinenbau GmbH & Co. KG (Achern, Germany) that has 94 storage locations for storing bar stock. This system is 18 m tall. The loads are supported by cassettes, each with a 6,000 lb capacity, that are filled at an input station at the front of the tower, either manually or using a gantry crane. An operating gantry crane with loading traverse handles the load supports.
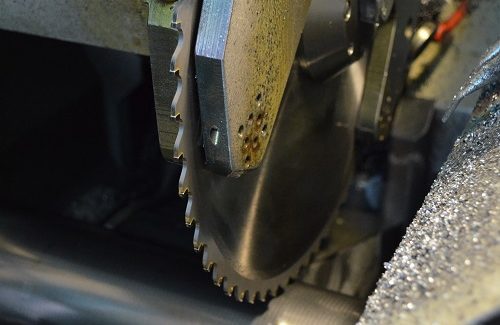
It is not necessary to move the entire stock as typical elevator systems do, only the relevant cassette. This ensures fast access times and saves energy. “That is why, when we were faced with the need to expand our capacity, we decided to add a second tower of the same construction,” notes Gutmann. Since then, AHP has used twice the number of storage locations and is able to stock an even larger range of materials. The cassettes are transported along two roller tracks into the sawmill, where a fully automatic KASTOvariospeed C15 CNC circular saw cuts solid materials, sections and tubing of all qualities, and even handles difficult-to-machine materials. Its cutting range is 152 mm for round shapes, 155 mm x 120 mm for flat materials and 135 mm x 135 mm for square shapes. Its robust design and high performance, frequency-controlled drive shorten cutting times while its ultra-thin carbide saw blades guarantee outstanding precision and low material waste.
The KASTOvariospeed circular saw operates simply and intuitively via a graphical user interface. It is fed from a universal magazine that holds up to ten of the 3 m long rods. “This means we can also leave the saw to run unattended for long periods, such as after the end of the late shift,” explains Sebastian Schweizer, the production foreman in the sawmill. Once the circular saw is loaded with input stock, everything else runs automatically. Material and order data are stored in its EasyControl machine controller, which is integrated with the AHP ERP system. A hydraulic pressing roller with position measurement automatically detects material height, while an NC feed unit with pulling rod permits cut lengths of between 7 mm and 2,000 mm in a single operation.
To avoid manual removal of the cut parts from the saw by hand, the circular saw combines with a KASTOsort automatic sorting system equipped with two robots specially mounted to minimize space requirements, remove the cut parts and stack them on pallets or in containers, and also deburr them. “This makes the job easier for us and saves us a lot of time,” notes Gutmann. “Deburring all the parts manually was extremely time consuming, especially during large runs.” After the sawing operation, the first of the two robots picks up the cut part from the machine using one of 11 vacuum grippers that can be automatically exchanged and inserts it into a clamping device. The second robot takes over to uniformly remove all the burrs with its pneumatically pre-tensioned milling head. The system is equipped with four clamping devices that can be used to fix round and square material securely in place for further optimization: While the first part is being machined, the robot can remove a second part from the saw and clamp it to reduce cycle times.
The cut parts are then placed in one of up to four containers. “The robot can either stack parts in separate dedicated containers or combine them as required for each specific order,” explains Schweizer. A lift truck transports the cut parts to the next production station. “There is already an interface to a driverless transport system. That could be one of our next investments,” says Gutmann. Using the remote maintenance facility, KASTO technicians in Achern can access and optimize the system whenever support is needed. They are only a phone call away to answer questions and, if required, can rapidly travel to the site. Using this automated sawing and storage system, AHP Merkle has quadrupled their throughput and converted what was once the manufacturing bottleneck into their greatest capacity.
AHP Merkle GmbH, Nägelseestraße 39, 79288 Gottenheim, Germany, +49 7665 4208 0, https://en.ahp.de.
KASTO Maschinenbau GmbH & Co. KG, Industriestr. 14, 77855 Achern, Germany, +49 (0) 7841 61-0, Fax: +49 (0) 7841 61-111, [email protected], www.kasto.com.
KASTO, Inc., 3002 Venture Court, Export, PA 15632-8949, 724-325-5600, www.kasto.com.
Subscribe to learn the latest in manufacturing.


Industry News







