


Multitasking Keeps a Pulse on New Medical Markets
A Schütte WU 305 Linear 5-axis universal tool and cutter grinder helped Micropulse enter the knee joint, hip broach and other end product market areas they could not compete in before.
Posted: October 27, 2018



Never rest, never stand still: This is the attitude that one job shop in the “orthopedic capital of the world” has applied since their inception in 1988. Micropulse Inc. (Columbia City, IN) is located near Warsaw, the home to many major suppliers of orthopedic implants, instruments and related high precision medical apparatus. A number of these firms and others nationwide partner with Micropulse, which has a reputation for quality, design assistance, manufacturing innovation and reliable delivery. “We began in my garage as a tool and die shop, then built our first building in 1990,” recalled Brian Emerick, the founder and president of Micropulse. “We primarily utilized electrical discharge machining (EDM) – which is where our name derived – and were involved in orthopedic work from the outset, though we did some automotive and other business. Later we focused 100 percent on medical.” The shop currently run three shifts, with 120 people employed at their 60,000 sq ft facility and more expansion planned for the near future. Micropulse is currently an ISO 9001 shop and in the process of obtaining their ISO 13485 certification for medical device quality management.
In the medical market, several factors present unique challenges for the shops who supply machined metal parts. Material composition of the parts is the first challenge, with titanium, stainless, cobalt chromium, zirconium and now Nitinol, a nickel-titanium derivative that possesses what’s called shaped memory and behaves in a manner similar to human muscles. The R&D and prototyping process for medical parts, especially implants and surgical instruments, is among the most rigorous of any in the world. And when the quantities produced are often very low, the extreme challenge for the job shop is profitability – which is by far the most daunting factor, as even the top quality shops wrestle with the cost issue. Strategies utilized to overcome this challenge are many, but Micropulse has concentrated on two: the introduction of more automation into their process and the acquisition of more sophisticated machine tools capable of performing multiple functions.Randy Sible,
On the automation front, Micropulse has designed, engineered and built a number of dedicated automation devices, such as auto-advance tooling for the electrodes on their sinker EDMs, still the primary machine tools used in the shop. “We need to cost justify at every turn because our customers demand it for their own price competitiveness in the market,” noted Randy Sible, a sales engineer at Micropulse. “Just making a great part and delivering it on time isn’t enough. The advancements we’ve made in the automation area have substantially reduced our time-to-part and our own cost structures, while maintaining the highest quality in the industry.”
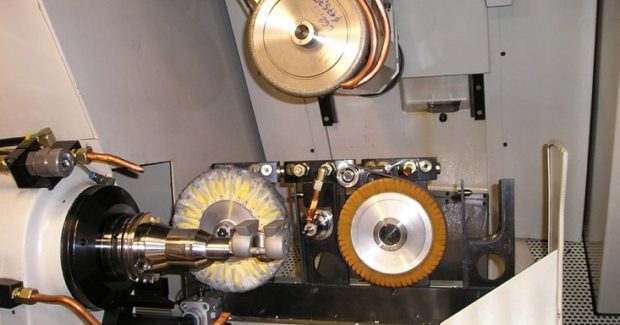
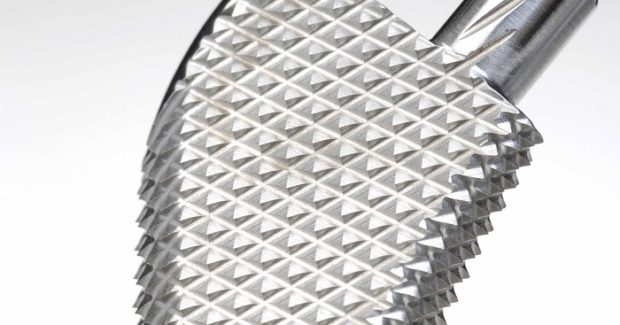
One of the more sophisticated machine tools caught Emerick’s attention as they explored new market areas where their current machine tool mix was not able to get them the business at competitive and profitable price levels. “I’d seen a machine that combined milling, grinding, belt sanding and polishing altogether on one pendulum slide with a CNC rotary axis,” he said. “The machine wasn’t simply a glorified tool changer because it had true 5-axis capability and was touted for form tool production, where both axial and radial clearance angles were critical. We were performing all these functions on our parts, but mostly on individual machine tools – too slow and costly – when the part complexity reached certain levels on a product such as a knee joint or hip broach.” The “broach” he refers to is a precision, textured surface surgical tool used to prepare a hip joint for an implant procedure.
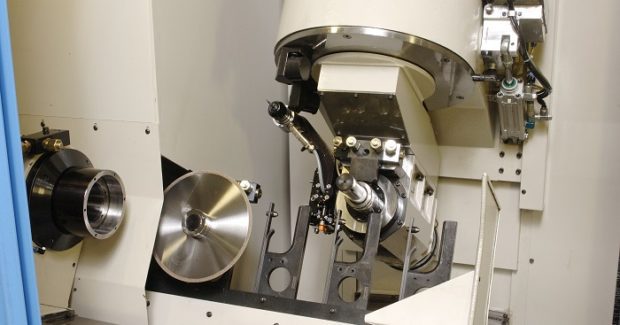
The machine tool, a Schütte WU 305 Linear universal tool and cutter grinder, was costly but had the ideal rigidity, precision, small footprint, coolant filtration system and a sophisticated CNC that Micropulse needed. The Siemens SINUMERIK 840D CNC offered the flexibility and open architecture to allow all the different functions of the machine to be performed, plus handle the various proprietary part design and machining programs being used by Micropulse and their customers. Also, the unique filtration system was capable of handling the milling chips, grinding dust, sandpaper grit and polishing rouge generated by the various machining operations performed, a critical concern in terms of machine uptime and maintenance issues. Furthermore, while a ball-screw version of this machine had been on the market for several years, this version of the Schütte cutter grinder uses Siemens linear motors on all five axes – a deal-making difference for Micropulse.
“We realized this machine would allow us to enter the knee joint, hip broach and other end product market areas we were not competing in,” stated Emerick. Within the first year after installation, the cutter grinder helped them achieve substantial business gains from old and new customers alike. Training on the machine was provided by Schütte at their factory in Cologne, Germany, as well as at their American subsidiary, Schütte TGM (Jackson, MI), a facility managed by company director Dave Brigham. “With the five-position wheel changer and 5-axis pendulum slide, this machine can produce the sophisticated surface profiling that Micropulse needs in one operation,” explained Brigham. “The set-up time savings alone vs. going from machine to machine are incredible. It’s as if this machine was built for applications such as the knee joints, hip broaches and other products in the medical market. The CNC Siemens supplies us is the only control capable of processing the software for the cylindrical grinding on this cutter grinder, plus their drive system allows us to achieve this feature and the others, all on the same machine.”
The Schütte cutter grinder is applicable to the regrind or manufacture of any cutting tool, from simple drills and end mills to complex step drills and profile tools. In the medical industry specifically, this machine is currently producing knee/hip/shoulder components, plus reamers, rasps, broaches and other medical cutting instruments. A typical job run by Micropulse on this machine might involve a Pro-E, Mastercam, Unigrafix or SolidWorks program. Usually a working model is supplied by the customer, which is then analyzed by the production engineering team. Changes might be recommended, based on the machinability of the material, the particular configuration of the part, or the process flow aspects of the job. Because of the SIGS (Schütte Integrated Grinding Software) program onboard the machine, which utilizes CGTech Vericut machine optimization and part verification, the program is modeled, “. . . then you just hit the post-processor button and it runs, nice and quick,” smiled Sible.
The SIGS and Vericut programs accommodate the machine’s kinematics in every way so there is less chance of error. “With the lockout keys on the Siemens control, function access is limited so there is no chance of changing the machine functions or the software on the cutting program, except by the dedicated operator and other select individuals,” added Sible. “Given the very expensive materials we run and the highly proprietary nature of many of our customers’ parts, this is important to us. Also, I’ve personally worked with several other CNCs in the medical machining market and this Siemens control is very impressive. The large look-ahead feature keeps the speeds optimized, while both the hard and soft set-up times are reduced because of the integration software and the plain language inputs.”
Micropulse Inc., 5865 East State Road 14, Columbia City, IN 46725, 260-625-3304, Fax: 260-625-3834, www.micropulseinc.com.
Schutte USA, LLC, 4055 Morrill Road, Jackson, MI 49201, 517-782-2938, Fax: 517-782-2940, www.schutteusa.com.
Siemens Industry, Inc., Drive Technologies – Motion Control (Machine Tool), 390 Kent Avenue, Elk Grove Village, IL 60007, 847-640-1595, Fax: 847-437-0784, www.usa.siemens.com/cnc.
Subscribe to learn the latest in manufacturing.


Industry News







