


Punch Tap Technology for Faster Threading
The Punch Tap from Emuge produces threads extremely fast in a single synchronous, helical movement of feed and rotation, creating a shortened tool path that produces internal threads in under half a second, using significantly less energy during machining.
Posted: July 28, 2018


In Booth W-431536, Emuge Corporation (West Boylston, MA) introduces their patented Punch Tap Line in North America. The Punch Tap is the first tool/ technology of its kind for helical thread forming in cast and wrought aluminum alloys and similar lightweight materials. It provides a new, shortened tool path process for producing internal threads in under half a second, resulting in significantly less energy consumption during the machining process and a reduction in threading time by 75 percent compared to cold forming and conventional tapping. “We originally partnered with Audi AG in Europe to develop this unique design and technology,” said Bob Hellinger, the president of Emuge. Due to its extremely fast threading capabilities, high volume applications such as in the automotive industry are ideal for the Punch Tap. It provides an excellent thread production system for manufacturers who produce high volume parts and need to reduce cycle times.
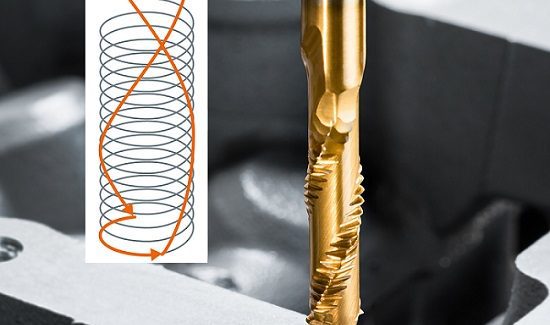
Punch Taps are made from a special HSSE-PM alloy optimized for toughness and long wear and have an exclusive design offering several benefits, such as unique teeth geometry that produces threads in a single step. The Punch Tap features two rows of flutes off-set 180 deg from each other and extending in a helical curve all the way down to the usable application depth. This design enables an extremely efficient tool path that is approximately 15 times shorter for a M6 thread with a depth of 15 mm compared to traditional cutting or cold-forming taps. The shortened tool path facilitates a threading process which is completed in less than half a second. Prior to the threading operation, the tool quickly punches into a pre-drilled hole and the first tooth of each flute produces a helical groove which assists in guiding the tap to the application depth. Once the depth is reached, threading commences by cold forming with a synchronous movement of feed and rotation. The thread is produced with a half left-turn in the pitch, and each tooth of the tap produces half a thread (approximately 180 deg).
After the threads have been formed, the Punch Tap is retracted in a helical movement from the hole via the grooves. The finished cold-formed thread is interrupted by two helical grooves offset by 180 deg. Thread strength is maintained and is comparable to conventionally machined threads from a depth of thread of 3xD. Engineered and optimized for coatings and dimensions according to application requirements, Punch Taps are available by special order. They are used for blind and through-holes, and can be used for the production of metric threads from M4 thru M8 with thread depths up to 3xD (inch sizes are also available from #8 thru 5/16). They have internal coolant supply capability using emulsion or minimum quantity lubrication (MQL). The taps are used on modified CNC machines with a specialized Sync Control System and a Punch Tap software program.
For superior tool holding, an inclined clamping flat on the tap fits precisely with a PT-Synchro Punch Tap Holder. Force-locked rigid clamping via a cylindrical ER collet offers a high torque, highly secure system with excellent run-out accuracy.
Emuge Corporation, 1800 Century Drive, West Boylston, MA 01583-2121, 800-323-3013, www.emuge.com.
Subscribe to learn the latest in manufacturing.


Industry News



Calendar & Events
Wisconsin Manufacturing and Technology Show
Midwest Design-2-Part Show




