


Coolant Recycling Takes Center Stage
Are you concerned about the rising expenses associated with your waste management? Do you need a more effective and profitable way to reclaim and recycle your valuable metalworking fluid? Modern fluid reclamation systems use innovations that can provide a fast return on investment while improving your profits, equipment life and employee safety.
Posted: June 28, 2018




The World Bank is predicting higher prices in 2018 for industrial commodities, predominantly energy and metals, that are the building blocks for millions of products and infrastructure. Expectations also call for increases in demand that will put additional pressure on manufacturers to increase production. From 2016-2017 the cost of raw materials for manufacturing was up 3.9 percent and prices are forecasted to climb another 1.5 percent this year – a 5.4 percent increase in raw material costs in less than two years. Prices for metals are also projected to spike by 16 percent with this year’s strong demand. Meanwhile, Statista.com forecasts ongoing raw materials and manufacturing cost increases through 2021. What do all of these challenges mean for metalworkers? Their ability to maintain profit margins and increase production is going to be more of a challenge than ever before.
As costs continue to increase across the board for a rising number of North American companies, the resolve to embrace innovation and the aptitude for leveraging efficiencies have never been more critical. Re-examining operations and putting new technology into practice are the most effective strategies these companies have at their disposal for achieving and sustaining success. Growth has already been slow the past few years for many sectors, especially in operations that are resistant or unable to transform or expand to increase efficiency and productivity. Machine shops can best serve themselves and their customers by applying equipment and tools that can improve operational efficiency, cost, and performance. But for this approach to be successful, they must be more aggressive and deliberate when it comes to their investments: constantly looking for ways to elevate production rates, inventory, available capacity and quality levels.
ASCENDING THE PATH TO PEAK VALUE
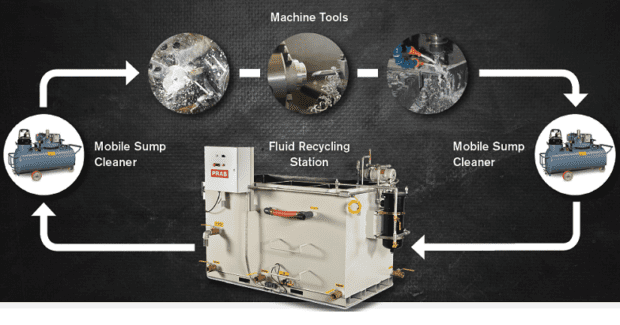
Combined with increasing costs, these massive demands for higher production levels and efficiency can put a burden on any company’s books. Doing the homework beforehand is essential to be sure that the expense incurred up front will be paid off in the short term and value is realized for every dollar being spent. Establishing acceptable levels of profitability and allowing room to grow production are key first steps. Then it’s time to consider which innovations can be adopted to meet this goal specifically as they apply to recycling materials from an existing process. Machining operations in particular depend on large volumes of quality coolant to control the heat generated by the high-speed tools that are necessary for processing raw materials. Coolant is a solution made of concentrate and water that is designed to generate lubricity and help decrease the temperature of the contact point between the tool and metal surface. Coolant also flushes material fragments created in the process away from the tool.
Coolant quality plays a critical role in establishing a safe and efficient machining environment. Because its application is critical to beating the heat and maintaining production and safety quality, it must either be replaced or recycled to ensure optimum performance.
THE PITFALLS OF USED COOLANT
While water comprises the vast majority of coolant, the concentrate inside the solution makes the coolant both expensive and hazardous. In an effort to reduce this cost, old coolant is sometimes reclaimed and reused in the manufacturing process. The problem with this method is that once the coolant has been used, its original quality and the proportion of concentrate-to-water can become compromised. Over time, used coolant will lose the properties that made it effective in controlling heat and lubricity. It can also contain particulates, such as bacteria and residual tramp oil deposits, rendering its ability to provide lubricity and heat removal less effective and potentially leading to unnecessary tool degradation, premature tool failure, and additional operating expense.
Besides being expensive to replace, coolant must be properly disposed of once it has surpassed its useful life. Not doing so can put a shop in non-compliance with local, state and federal regulations for coolant disposal, resulting in costly fines or even the complete shutdown of an operation. Used coolant, as well as the metal shards and tramp oil contained within it, must be filtered, separated and stored for disposal. This process and the actual disposal by a third party can be a monthly service that comes with a high price, both financially and in valuable shop floor space that is required for storage.
While necessary in metalworking, coolant can present challenges for employees who must work within close proximity to it. In storage, used coolant produces a rancid odor as the bacteria within the contaminated fluid propagates and therefore must be treated with expensive biocides to control the foul stench. During the manufacturing, maintenance or disposal processes, employees can be vulnerable to skin irritations resulting from the contact of rancid coolant on exposed skin. In either case, employee morale and overall productivity can be harmed by an uncomfortable or unsafe working environment.
THE PERKS OF RECYCLING INNOVATION
The implementation of a coolant recycling system is crucial not only for protecting the environment, but improving profits, tool life, and workplace safety. Whether a shop uses a centrifuge-style unit or a more modern system, it is better to recycle coolant than try to tolerate the contaminated fluids and monthly costs from disposal cycles. Bottom line: the more metalworking coolants are clarified, the less waste needed to haul away. While traditional centrifuges are effective, innovative new systems are now readily available that require far less maintenance and result in lower costs, minimal downtime, and less employee contact with hazardous coolant. When using water-based coolants in a metalworking process, they are ideal for finding optimal value. Modern coolant recycling systems offer several valuable benefits, including:
- Reductions in waste disposal costs up to 90 percent and the need to buy new coolant up to 75 percent.
- Versatile fluid collection points that enable the removal of tramp oil contamination and suspended solids from coolant, control bacteria, and adjust for optimal fluid concentrations.
- Greater coolant monitoring and management that increases potential savings and addresses many coolant challenges facing metalworking operations.
- Removal of free floating and mechanically dispersed tramp oils up to 1/10 percent or less.
- Elimination of suspended solids so that separated tramp oils can be sold or recycled as an additional efficiency to strengthen the bottom line.
- Providing recycled coolant with the ideal mixture of water and concentrate to maintain quality control over the metalworking operation while providing between 25 percent and 209 percent tool life improvement.
By lessening material handling and maintenance concerns, ISO 14001 environmental compliance becomes easier to achieve to help organizations identify, manage, monitor, and control their environmental issues in a holistic manner (ISO 14001 Environmental Management, 2015). To become ISO 14001 compliant, metalworking shops need to consider all environmental issues, such as air pollution, resource use and waste management.
CONCLUSION
When you consider all of the data and facts, adopting a modern coolant recycling system is an easy decision to make. The advantages of recycling coolant with a more innovative system are far-reaching: from promoting a safer working environment with more comfortable and productive employees, to extraordinarily enhanced tool life and a rapid ROI. The expenses associated with waste management will continue to be a concern for the foreseeable future as the consequences of environmental non-compliance has manufacturers considering new opportunities to save money and keep their operations sustainable. Waste managers can alleviate these financial concerns by partnering with an experienced equipment provider that can evaluate specific needs and offer the most effective, innovative, and profitable system for reclaiming and recycling valuable fluid.
Subscribe to learn the latest in manufacturing.


Industry News







