


Zero Color Oxide Free Welds for Manual Welders
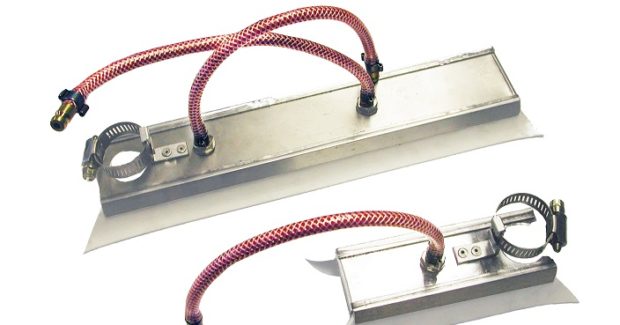
To shield titanium, stainless steel and other corrosion resistant materials with an inert gas while welding, a standard radiused HFT Trailing Shield from COB Industries is for manual welding of small diameter tube, while special and standard flat HFT Trailing Shields are suited for welding sheet metal or other flat applications.
Posted: February 27, 2018





Titanium, stainless steel and other corrosion resistant materials need to be shielded with an inert gas while welding takes place in order to protect the molten weld pool from combining with oxygen and nitrogen from the surrounding air. Without this protection, welds will oxidize and can form metallurgical defects that may cause weld joint failure. TIG (GTAW) and Plasma (PAW) welding torches are fitted with gas cups through which inert gas flows and protects the molten weld metal around the arc. However, as the weld torch travels further along the weld seam, the welded metal is still hot enough to oxidize as it is exposed to air. In most cases, this oxidation has to be removed to reduce the risk of weld failure. This removal costs time and money for labor hours and materials. In order to eliminate the air from combining with the remaining hot metal, it is possible to fit a trailing shield to the welding torch.
COB Industries, Inc. (Melbourne, FL) offers a complete range of shields from Huntingdon Fusion Techniques Ltd. HFT® (Burry Port, Wales) that cover most welding geometries of the materials discussed above:
- Lightweight radiused models cover all diameters of pipes and cylindrical vessels.
- Flat models suit sheet metal or other flat applications.
- An internally radiused model is available for those welders that have to weld inside a large diameter pipe or chamber.
- Larger shields with greater width and length to accommodate higher heat input and faster speed of automatic welding.
Shields for manual welding are small and light in weight and easily fit onto TIG/GTAW of Plasma/PAW manual welding torches. The Trailing Shield® is connected to an argon gas source and, when the weld is started, it has extra argon flooding to the sides of the weld and covering the heat affected zone adjacent to the weld. As the welding torch is moved forward, because of the length of the Trailing Shield, the weld remains under a cold argon gas shield until the welded metal has cooled below its oxidation temperature. For manual welding, the welder finds that with this lightweight and low cost tool there is no difficulty with the shield following the torch along the surface being welded. Another benefit is that it carries the welding torch at 90 deg to the weld.
The HFT Argweld® range of trailing shields have a series of variable mesh layers integrated into the body that provide a smooth laminar gas flow into the protected area to prevent any air being drawn in from outside. They also have replaceable flexible silicone strip side walls to prevent entry of air while moving alongside the weld joint. With automatic welding machines it is possible to raise the welding speed dramatically and enjoy the major benefits of automatic welding. Each Trailing Shield is delivered with a variable diameter connector so that it can fit any size of TIG/GTAW/PAW welding torch for manual or mechanized welding.
COB Industries, Inc., 6909 Vickie Circle, Melbourne, FL 32904, 321-723-3200, [email protected], cob-industries.com.
Subscribe to learn the latest in manufacturing.

Industry News







