


Portal-Style 5-Axis Milling of High Precision Automotive Parts
Ideal for mold makers and automotive manufacturers, the flexible Mecof Umill 1800 from EMCO Maier can work as a milling machine or a multitasking system for high precision milling and turning operations.
Posted: December 13, 2017
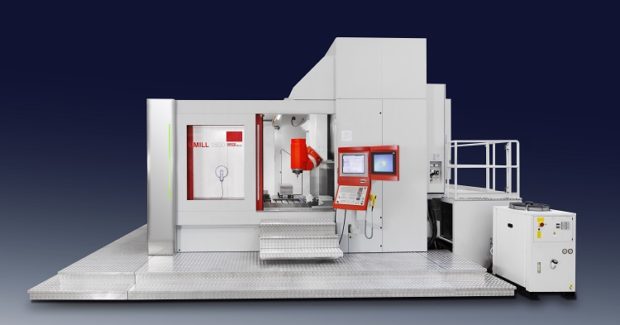



The Mecof Umill 1800 from EMCO Maier Corporation (Novi, MI) is a 5-axis milling center in a bridge design with moving table and crossbeam that permits loading from the top or the front of the machine. This machine offers milling and turning precision, high dynamics, operational flexibility, and cost-effectiveness to meet the needs of mold makers and automotive users. Umill 1800 has a working range of 2,150 mm on the longitudinal Y-axis, 1,800 mm on the cross X-axis, and 1,250 mm in the vertical Z-axis. Fourth and fifth axes are separately on the table and on the head, both with unique characteristics. The machine can be equipped to work as a milling machine or as a multitasking system for milling and turning operations. Its table can be dedicated to milling with a rotation speed of 10 rpm, transmission by means of torque motor, by 1.700 mm x 1.400 mm plate, and a load capacity of 10 ton; or dedicated to turning up to 250 rpm, transmission by means of torque motor, plate with 1,800 mm diameter and a load capacity of 5 tons. Rapid traverse is 60 m/min. The movement of the table is carried out on two guideways size 65 with three trucks per guideway.
The maximum workable piece has a diameter equal to 2,500 mm. For turning operations, the spindle is locked by using a Hirth coupling/ face gears, thus disengaging the spindle and bearings from their stresses. UMILL 1800 is equipped with two specific types of numerical controls, the Siemens 840D Solution Line or the Heidenhain TNC 640 HSCI, able to manage both milling operations and turning operations. The head is available in two versions that differ by type of motor: a high speed motor spindle (45 kW and 300 Nm in S1, HSK 100 and 12,000 rpm and beyond) or, as an alternative, a 38 kW system with mechanical transmission, tool taper ISO 50 or HSK 100, 600 Nm of torque in S1 and a rotation speed of up to 6,000 rpm. The head has another unique feature connected to the rotary axis: its shape allows positioning the tool for working in undercut up to -15 deg. In the horizontal position the tool axis is exactly aligned with the direction of the table movement. Other machines cannot orient it in the same way; to perform an operation along the Y-axis, they must interpolate the axes X and Y. Being able to engage a single axis, however, has accuracy advantages, thrust force benefits, and a reduction of complexity in programming.
The structure of the Umill 1800 is composed of three main parts, rigidly attached to each other so that installation time is minimized. The machine can be located on the workshop floor without having to build expensive foundation and without interfering with current production. Its configuration supports optimum machining dynamics at any point within the working volume: the head overhang is the same regardless of the position of the axes. Without components such as rams that modify the geometric conditions, it ensures maximum repeatability and precision. The volumetric accuracy, calculated on the basis of an ideal diagonal within the working range, is among the most accurate available anywhere. In addition to the numerical control panel positioned at the side of the machine, there is an additional panel at the back that is dedicated to the tool magazine management (from 64 up to 228 pockets), which can also be managed in while in process to perform the tool refresh, addition or replacement.
The control system communicates with drives, measuring systems and motors via digital signals. In addition to increased speed in transmission and information management, the main advantage is the elimination of the signal noise. IES (Integrated Energy Saving) is a system integrated in the numerical control that, through the latest generation of drives, permits energy recovery during braking and releasing it back into the grid. Users can also set the process to ‘stand-by’, ‘automatic’ or ‘off’, configurable by the operator. There is also an emphasis on machine maintainability. Standard package Safety Integrated incorporates all the functions related to security management (electrical locks, clamping, spindle rotation in case of emergency, etc.), which are wholly managed by the CNC.
Options to further enhance the capabilities and the operational reliability of the machine include the ESR function (Extended System Retraction) that releases the tool axis in positive direction in case of a power failure: without this device, the operating time of the machine brakes would not be enough to avoid an axis “failure” which, although in the order of hundredths of a millimeter, would leave a mark on the part or, at worst, would result in a tool breakage or on a part damage. The OMHK option gives the operator the possibility to calibrate the milling head and the rotary table, optimizing the kinematics of the machine for 5-axis operation. The graphics interface is customized to be easier to understand and manage: in maintenance, for example, control and check pages include recall alert in case of preventive or scheduled service interventions, deadlines, fill-ups, etc. Screen pages also display wear monitoring data of key components such as screws, guideways, pads, spindles, bearings, etc.
Full guarding contains the cooling lubricants: the coolant and the chips are then conveyed by two lateral screw conveyors to a filtering device that handles separately the chips (recovered in classic container) and the liquid (filtered and recirculated back into the tank). The main door with electromechanical interlock allows front and top access for easy manual loading or by overhead crane. Monitoring of tool conditions can be assigned to a series of integrated sensors (one sensitive to vibrations and one to forces) that allows the determination of optimum working conditions and setting of a threshold for intervention beyond which it is necessary to proceed with the reduction of working parameters or stop the machine.
EMCO Maier Corporation, 46850 Magellan Drive, Unit 160, Novi, MI 48377-2448, 248-313-2700, Fax: 248-313-2701, www.emco-world.com.
Subscribe to learn the latest in manufacturing.


Industry News







