


Next Generation High Speed Turn-Mill Center and Automatic Lathes
The redesigned G200 turn-mill center, next generation ABC machine and MS40C-8 multi-spindle automatic lathe from INDEX offer high performance capabilities with greater productivity in high complexity part processing.
Posted: May 30, 2017


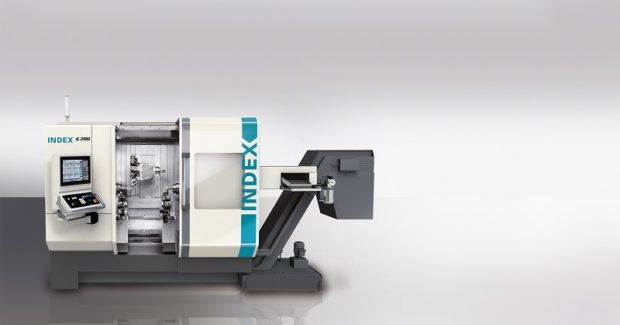




INDEX Corporation (Noblesville, IN) has developed a new generation of their successful G200 turn-mill center, a compact machine offering significantly higher performance – potentially up to 30 percent greater productivity – in the same footprint as the earlier generation. The redesign of this machine resulted in an increase of the maximum turning length to 660 mm, a higher performance milling spindle and expanded live tool complement, as well as the XPanel® with i4.0 readiness (for Industry 4.0). The result is a machine that is geared to the needs of the market, offering flexibility and high speed machining of both bar stock and chuck parts complete in one setup.
The machine bed is arranged vertically, making the machine stand higher but extending in the work area, thus permitting the second lower tool carrier to increase the productivity of the machine. Reducing cycle times by 30 percent compared to the first generation machine is well within the bounds of possibility with appropriate workpieces, according to the company. The fluid-cooled main and counter spindles are designed identically and feature a bar capacity of 65 mm (chuck diameter max 165 mm). Their motorized spindles allow productive turning machining with a power of 31.5 kW/32 kW (100 percent/40 percent duty cycle), a torque of 125 Nm/170 Nm and a maximum speed of 6,000 rpm. The G200 has three tool carriers so tools can be assigned to almost any machining type on the main and counter spindles independently. This means great flexibility for the programmer in organizing the machining steps.
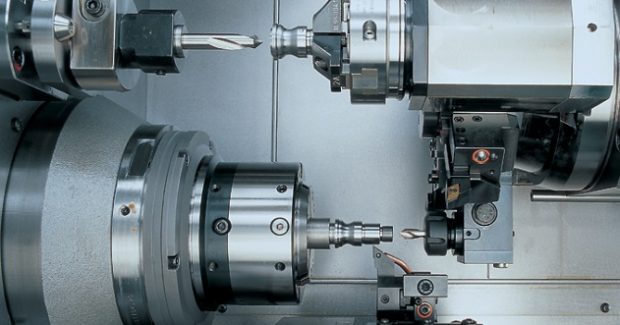
Due to the large work area, it is even possible to work with three turrets simultaneously on the main spindle or counter spindle, without them interfering with each other. For example, the lower right turret with an angular tool can machine the inside of a workpiece clamped in the main spindle, while the other lower turret and the upper tool carrier machine the outside. The same is also possible on the counter spindle. This increases the possibilities to use three cutting edges simultaneously, in some cases even four tools. The two 14-tool turrets are arranged in mirror image, each with an independent Y-axis (± 45 mm). All tool stations can be equipped with live tools. Tools with internal coolant supply (up to 80 bar) can be used as well.
A special feature is the upper tool carrier, which has an additional Y-axis (± 65 mm) and a 360 deg swiveling B-axis. It is designed on one side to provide an added 14 tool positions and has a milling spindle on the rear. Its drive delivers speeds up to 7,200 rpm (power 22 kW, torque 52 Nm at 25 percent duty cycle). The upper turret head can be swung into a horizontal position about the B-axis and then moved into the work area up to a position of 30 mm below the spindle center. In this position, the turret can machine towards the main or counter spindle, or even simultaneously depending on the application. This position is often used to perform face machining with straight tools. A feature of the lower tool carriers are the ‘parking positions.’ The turrets are designed to move to the left or right to a position that is outside the work area, avoiding risk of collision. This allows the other tool carrier to work absolutely freely over the entire turning length. Also, the 845 mm slide travel of the upper tool carrier is dimensioned in the Z-axis so that the tool covers the complete turning length of 660 mm without having to rotate the B-axis by 180 deg.
The Xpanel i4.0 control of the new G200 generation focuses on productivity and ease of use. To facilitate the handling of the control, numerous control elements of the machine operating panel have been integrated into the screen, where they can be operated directly on the 18.5 in touchscreen with visual support. The remaining keys on the machine control panel have been provided with LED backlighting for a better user dialog. The Xpanel i4.0 operating panel does even more: besides ease of setup and operation of the machine, it provides the option to display the control screen in a “second view.” For example, using this second page, Xpanel® i4.0 can display Virtual Machine (VM) simulation directly on the machine (option). The operator can quickly switch between the control screen and the “On-board Virtual Machine” and use the simulation either independently or coupled with the current machine operation. If a virtual collision is detected in “Crash Stop Mode,” the running workpiece program is stopped before the actual crash, preventing any damage. In “RealTime Mode” the machining process can be observed in real time simultaneously on the machine control panel.
Another new feature is the openness of Xpanel i4.0 for information technology (IT) extensions. The VPC box (industrial PC, optional) can be used also for any other type of customer application. With such a directly networked control, any information and application can be retrieved from the company and operated on the machine.
INDEX also offers their dynamic next generation of the ABC machine that is ideal for turning out simple to moderately complex parts in cycle times up to 15 percent faster than the previous generation with rapid spindle acceleration (8 g), shorter spindle ramp-up times, higher rapid traverse rates, and very quick chip-to-chip times. Perfect for runs from 5,000 parts to 50,000 parts in the 42 mm to 60 mm range, the machine’s combination of features supports a very low production cost per piece, even for complex parts. Up to 19 tools are available for highly flexible machining with live tools for both turrets. Extremely short cycle times are achievable through simultaneous machining with up to three tools. The ABC is equipped with up to five driven back-working tools and offers driven tools in all turret positions. The machine is available in 2-axis, 3-axis, or 4-axis versions. Its motorized 27 kW, 6,000 rpm spindle can generate up to 95 Nm of torque.
Within the easy access work area mounted above the main spindle is the upper turret that is used mainly for ID work. The lower turret is typically for OD work. A synchronized spindle operates in the upper turret. Both turrets feature a rapid traverse of 36 m/min. The ABC can handle heavy duty polygon turning and thread milling with a counter spindle or drive attachment. It can also be supplied with a quiet-running bar loader that can save from 4 seconds to 30 seconds per cycle, and automatic part unloader automation. A Siemens S840D sl control offers economic and productive solutions. The operating system with the INDEXC200-4D CNC is equipped with the Xpanel i4.0 and an 18.5 in touchscreen for direct connection between the machine control and the operations department within the user company. The operator receives exactly the information that best supports him in his current work. Xpanel offers extensive user assistance through complete integration into existing network structures. Drawings, setup sheets, user manuals, circuit and hydraulic diagrams, and more are available directly on the machine without additional hardware.
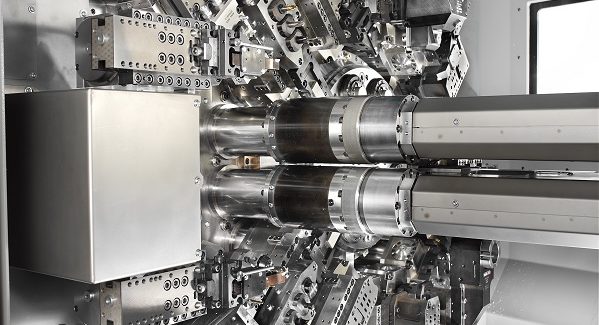
INDEX has also developed a new generation of their successful multi-spindle automatic lathe series, this time with 8 CNC spindles, two back-working spindles for rear-end machining, deploying up to 18 CNC slides (X and Z) and additional Y-axes if required. The machine is ideal for high volume precision work in the automotive, fastener, connector, and aerospace industries. The new MS40-8 handles bar stock through a new bar loader, the MBL40-8, or chuck parts. The 110 mm chuck allows machining of pre-formed, forged or extruded parts of up to 80 mm. For simple parts, the machine can be used as a double 4-spindle machine, reducing cycle times in half.
The heart of the INDEX MS40C-8 multi-spindle automatic lathe is the compact spindle drum with eight fluid-cooled motorized spindles with synchronized technology (max 7,000 rpm, 24 kW, 57 Nm). They are characterized by infinitely variable speed control, high torque, low size and no maintenance requirements. With the increased number of main spindles and tool carriers, the MS40C-8 is able to completely machine even very complex parts in one operation. Up to two pivoting synchronized spindles are each able to work on up to seven rear end machining tools: four of them can be live. A new feature is that two rear end machining tools can work simultaneously on the workpiece.
A significant highlight of the MS40C-8 is its versatile economic usability, including for simple workpieces. For example, if components need to be cut with only a small number of tools, it can be used as a highly productive double four-spindle machine. If the user makes this choice, they have two practical four-spindle machines available that can each provide a synchronized spindle for rear end machining. Each cycle finally outputs two finish-machined components from the machine. A large number of stationary and live tools are available for front and rear-end machining. The MSLine front-open machine concept – without longitudinal slide block – and the V-shaped arrangement of the tool carriers on the work spindles ensure that the optimal machining sequence alone determines the machining method. For example, external and internal machining operations using stationary or live tools can be carried out in every station.
The use of hollow-shaft motor technology in all work spindles and the possibility to select the optimum cutting data via the CNC program are carried over into the development of the MS40C-8. The optimum cutting speed can be programmed during machining for each spindle position and cutting tool edge for optimum metal removal rates, maximum surface quality, short production times per piece, and extended tool life. This programmability at each spindle makes it possible to machine troublesome materials that, up to now, were hardly suitable for multi-spindle machines. Speed changes are also possible during drum indexing so there are no additional downtimes. The C-axes available in all spindle positions also permit complete machining of intricate workpieces in minimum time. Optional Y-axes expand the range of machinable workpieces further.
Because users can set up live tools on the compound slides, multiple machining operations can be accomplished: off-center drilling, thread cutting, inclined drilling, cross drilling, contour milling, hobbing, bevel gear cutting, and multi-edge turning and more. The MS40C-8 is equally suitable for the machining of bar stock and chuck parts. To machine chuck parts, the MS40C-8 is the ideal choice for automatic loading thanks to its generous work area without an annoying longitudinal slide block. The optional built-in robot with double gripper in the work area handles the loading and unloading of workpieces.
NDEX Corporation, 14700 North Pointe Boulevard, Noblesville, IN 46060, 317-770-6300, [email protected], www.indextraub.com.
Subscribe to learn the latest in manufacturing.


Industry News







