


Welding Abrasion-Resistant Plate: Three Common Challenges and Their Solutions
Here are some tips that make it easier to avoid cracks and prevent lost time and money when welding these incredibly hard plates.
Posted: August 25, 2016



Welding abrasion-resistant steel plates, commonly called AR plates, presents several unique challenges that welding operators should know how to address in order to maximize their effectiveness and efficiency. AR plates are specifically designed for long service life in harsh conditions, which is the reason for their incredibly high hardness. It’s also why they are often used in mining or quarrying, earthmoving and construction industries. Heavy equipment manufacturers, for example, use AR plates to extend the service life of critical components that are frequently involved in impact and/or sliding contact with abrasive materials. As a result, they are frequently used on backhoe buckets and teeth, bulldozer blades and dump truck beds to protect them from excessive wear.
AR plates come in a variety of sizes (both lengths and widths) and can range in thickness from ½ in to more than 2 in. Regardless of the size or thickness, it is important to note that this plate should only be used for wear applications and is not recommended for structural use. The names of AR plate products typically indicate the hardness of the material. Most plate product numbers range from 200 to 500, for example: AR200, AR400 or AR500. The number in the material name (e.g. the “400” in AR400) usually refers to the material hardness based on the Brinell Hardness scale. As a rule, the harder the material, the more resistant it will be to abrasive wear. Here are three common challenges that welding AR plates can present, along with their respective solutions.
CHALLENGE NO. 1: WELDING AN AR PLATE TO ITSELF OR ANY STRUCTURE WITH DISSIMILAR AND SOFTER OR LOWER-STRENGTH STEEL
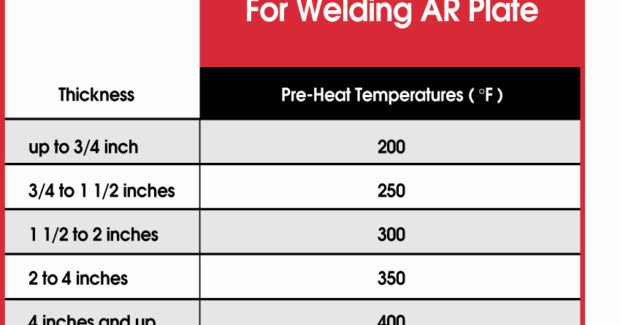
In this scenario, the biggest challenge is cracking, which could occur in the weld metal or heat-affected zone (HAZ) of the AR plate due to rapid cooling or highly restrained joints. It could also result from excessive hydrogen in the weld metal or the use of filler metals with limited resistance to cracking. One way to combat rapid cooling and reduce hydrogen levels, and thereby reduce cracking, is to pre-heat the base metal before welding. The material to be pre-heated and its thickness will determine the proper pre-heat temperature. Figure 1 shows some pre-heating examples. Always consult the material manufacturer for the recommended preheat procedures.
Next, avoid locating the weld joint in a highly restrained area that is defined by the inability of the base material, weld metal or overall weldment to expand and contract freely. Weld shorter, smaller fillet welds to reduce heat input and overall residual stresses on the AR plate. Lastly, choose a filler metal with the least amount of hydrogen content that is still capable of providing good toughness and high impact values.
CHALLENGE NO. 2: CHOOSING THE RIGHT FILLER METAL FOR WELDING AR PLATE TO DISSIMILAR STEELS
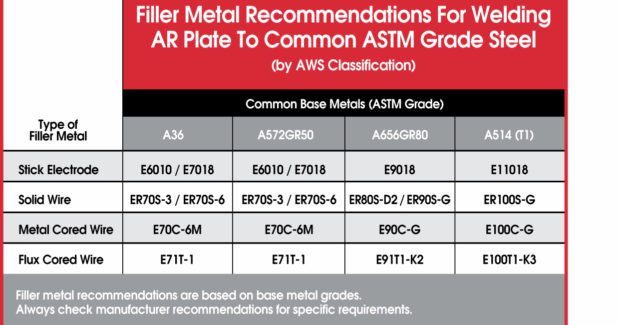
The tensile strength of the base metal the AR plate is being welded onto will determine which filler metal is the most appropriate. Some of the most common ASTM grade base metals joined to AR plate include A36, A572 GR50, A656, GR80 and A514 steels. As a general rule, choose filler metals that match the lower strength of the base material and ones that feature lower hydrogen – both help minimize the potential for cracking. Different AR plate manufacturers recommend different tensile strengths for welding AR plate to a particular grade base metal. You should always check those recommendations before making your final filler metal selection. Figure 2 provides some filler metal options for welding AR plate.
CHALLENGE NO. 3: REPAIRING OR REPLACING AR PLATES ON EXISTING, DIRTY EQUIPMENT OR IN THE FIELD
Repairing equipment that has been in service and/or having to do the job in the field is never ideal, but it is often necessary. Unfortunately, the base material and the AR plate will likely be affected by dirt, rust or other debris from general use. To address this issue, one option is to use a gas-shielded flux cored wire. This is a good choice for repairs in the shop. A wire with a T-5 basic slag system such as American Welding Society (AWS; Miami, FL) E71T-5C is ideal for this application due to its toughness, high resistance to hydrogen pickup and ability to weld through light rust and mill scale. All of these features help improve the crack resistance of the final weld.
In the shop or field, use a low hydrogen stick electrode with a base slag system – an AWS E7018, for example – to repair or replace AR plate on existing equipment. Low hydrogen basic slag stick electrodes have good toughness properties to accommodate for the residual stress of welded AR plate and can provide excellent as-welded mechanical properties, high resistance to hydrogen pickup and they offer the ability to weld through contaminants (light mud, rust, or oil) that can accumulate on equipment. In the field, where there is concern of losing shielding gas due to breezes and/or if the application doesn’t require high impact properties, use a self-shielded flux cored wire with a T-4, T-7 or T-11 classification. These types of wire generate their own shielding gas to protect the weld pool from contamination and eliminate the need to haul gas tanks into the field.
Armed with these tips, it will be easier to avoid cracks when welding AR plates – and help prevent lost time and money. When in doubt about the filler metal to use or any other part of the process, consult a trusted filler metal manufacturer, distributor or steel provider, accordingly.
Subscribe to learn the latest in manufacturing.


Industry News







