


Deburring with Black Ceramic Filament Brushes
Shops that produce engine blocks, heads, cam shafts and crank shafts for powertrains were once plagued with the challenge of removing burrs created by machining. Not anymore.
Posted: March 2, 2016



Machining components for the automotive industry requires great consistency, and maintaining tight part tolerances to ensure quality in the finished product is a key industry challenge. Deburring is a critical part of this process for many automotive manufacturers. Deburring can impact productivity, throughput and overall operational costs. There are many tool and product options for automated deburring processes, and it’s a selection that can impact cycle time and quality of the finished product.
KEY INDUSTRY CHALLENGES
Automotive manufacturers that produce powertrain components, such as engine blocks, heads, cam shafts and crank shafts are often plagued with the challenge of removing burrs that are created by the machining process. Burrs found in automotive component manufacturing are potential contaminants that can be generated in many ways through CNC machining, metal forming or other cutting operations. The process of deburring removes these contaminants and smooths rough and sharp edges. Deburring also generates specific radii, develops exact finishes and ensures better part fit and edge strength on the component. Automated deburring processes in the past several decades have gained in popularity because of the benefits for consistency, quality, productivity and operator safety.
It’s important to identify burrs and develop solutions to remove them early in the process before parts flow downstream. If a burr is found on parts during assembly, it may lead to costly off-hand deburring or worse – not be caught at all. A loose or hanging burr can break away and cause premature wear and eventual failure within the engine, leading to time-consuming and expensive warranty issues. This is a major concern for automotive manufacturers.
https://youtu.be/LE_ApLd2OfU
Deburring technology is constantly evolving to keep up with industry trends. Lighter component materials such as aluminum and magnesium produce burrs of different shapes with entirely different attachment points compared to traditional steel and cast iron parts. In addition, because of the challenges that shops face in a global economy they are being pushed for faster throughput. As the need for shorter cycle times increases, this pushes manufacturers to seek out aggressive solutions that can help ensure part quality, maintain finish specifications and thoroughly remove burrs that result from ultra-aggressive cutting operations.
Burrs differ in size, shape and attachment due to many variables. As a result, deburring often is not initially engineered and integrated as part of the machining process. In these cases manufacturers want to develop processes that are cost-effective and easy to integrate and that maintain cycle times and strengthen overall throughput. In addition to part quality, shops are implementing deburring processes to benefit employee health and safety. Razor-sharp edges created by milling operations create safety hazards downstream in assembly areas. In addition, off-hand deburring operations can contribute to repetitive motion disorders (RMDs) such as carpal tunnel, costing manufacturers valuable profit as health care costs soar.
CONSIDER BRUSH TECHNOLOGIES
Whatever the reason for implementing a deburring process, manufacturers have many options from which to choose for removing burrs in automotive component manufacturing. Available advancements in deburring tools and technologies can help optimize the process and produce better, more consistent results. Most manufacturers are seeking a solution that provides the quickest, most effective burr removal with the least impact on overall throughput.
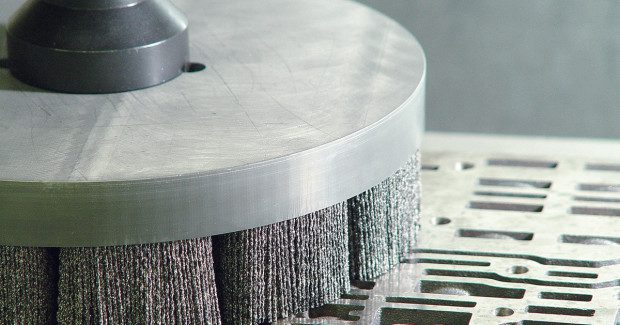
Nylon abrasive filament brushes (NAF) provide many advantages in automated deburring applications. NAF brushes are designed to be “edge selective.” The filaments work like flexible files, deburring and removing sharp edges without changing the overall dimensions or geometry of the part. Compared to traditional abrasives that remove base material, NAF brushes are compliant within CNC machinery and robotics and are repeatable and consistent within a set program. Coolant, while not required for all applications, is generally recommended to ensure a cleaner part combined with a cooler-running brush. NAF brushes typically run at or below 3,000 sfpm to achieve optimal life and deburring action.
Black filament ceramic brushes are engineered to run at a much higher feed rate than traditional NAF brushes that contain aluminum oxide or silicon carbide. This is critical, especially when cycle time minimization is a key process objective. In flat part deburring applications, black filament ceramic abrasive brushes can usually double traditional feed rates and provide the superior deburring action that is needed to remove heavier, more well-attached burrs. Additionally, the size and shape of the ceramic grain used in black filament ceramic abrasive brushes allows for increased tool life. This reduces costly tool changes and ultimately lowers the cost per part.
COMPETITIVE EDGE
Nylon abrasive brushes – and black filament ceramic brushes specifically – offer many benefits that can help provide a competitive edge for automotive component manufacturers looking to increase throughput and produce high quality finished parts. These benefits help address the various challenges faced by manufacturers of machined components for the automotive industry, providing the ability to run faster, maintain critical part tolerance and finish standards, and ultimately minimize costs.
Subscribe to learn the latest in manufacturing.


Industry News







