


Four Things You Must Know About Forming Sheet Metal
Are you still trying to manage frame deformation on a press brake that doesn’t use real-time monitoring and adjustment capabilities? If so, here are four characteristics of sheet metal that you and your press brake must know.
Posted: November 6, 2015

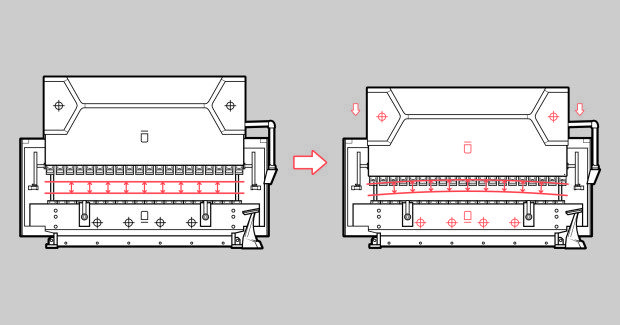
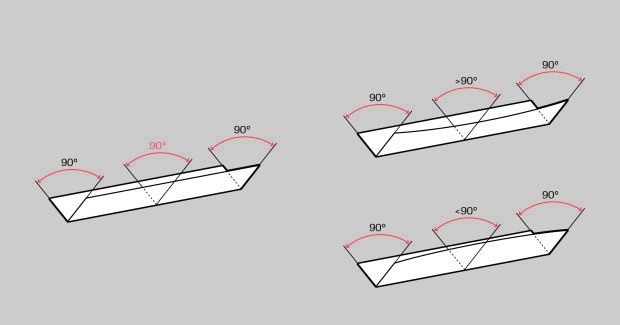


One of the unavoidable side effects of press brakes is frame deformation. We’re bending steel with other steel, which, for physical reasons, will have its deflection. In particular, the ram will bow in the center. At this point the punch will be farther away from the die and the resulting angle will be wider, creating a bent profile that resembles a boat-like shape. Trial-and-error attempts to correct even a small difference in this angle can turn metal forming into a process full of pitfalls.
This deformation is compensated with crowning, where the table of the press brake is pushed upwards to keep the die at a constant distance from the ram. There are two types of crowning: the former uses a series of wedges to raise the die mechanically, the latter uses short-stroke hydraulic cylinders embedded into the bench. But how much crowning is just right? Most manufacturers rely upon calculated tables based on the press brake structure and the sheet metal characteristics declared by the foundry. Everything is fine, apparently . . . but this method does not always work because sheet metal behavior is unpredictable, with a high variability that depends on a series of factors.
Knowing these factors and, when possible, compensating for them is essential to avoid wasting time and material in tests and samples. Producing the right angle on the first try is an absolute must in a manufacturing environment where batches are much smaller.
(1) NOT ALL STEELS ARE CREATED EQUAL
What does A36 steel stands for? Sheet metal is labeled according to its yield strength. This value is highly variable and depends on impurities in the casting and imperfections in production techniques. To avoid the risk of building weak structures, regulations are required to declare the minimum strength of the metal properties. So any steel with a yield strength higher than 36,000 psi will be labelled as A36. As a result, 41,000 psi strong steel will still be sold as A36, in spite of being 13 percent harder. The increased resistance will require a higher force to the press brake, which in turn will cause the ram to bow more.
For example, switching from 36,000 psi to 41,000 psi steel will result in a deformation that is roughly 0.002 in deep. Yet, this small curve will cause a difference of almost 1 deg in a 0.3 in V-die.
| V-die opening | Depth for Δ = 1 deg |
| 1/4 in (6 mm) | 0.016 in (0.04 mm) |
| 3/8 in (10 mm) | 0.024 in (0.05 mm) |
| 1/2 in (12 mm) | 0.027 in (0.07 mm) |
In other words, a thickness that is smaller than a sheet of paper (which measures about 0.04 in) already causes remarkable differences. Bear in mind that narrow openings like these are often used to bend thin plates for very high quality products.
(2) YOU CAN’T WIN THEM HOLE
Label data of the steel we buy, which may or may not be reliable, become completely worthless when we modify the sheet. Holes change strength along the bending line, both in case of thermal cut and by drilling or milling. And if on the same piece we have some bends on full parts and other on drilled parts, predictions are even more useless. Punched holes, on the other hand, also introduce internal stresses that make it even more difficult to consider crowning as a fixed amount of deformation.
(3) CONDITIONS MATTER
Figuratively speaking, steel is a living thing. Rolling directions create fibers in the structure, so bending across or along the grain will affect both the required bending force and the springback. A recently pickled sheet is harder than an aged or oxidized one, even after just a few weeks. Moreover, bending a hot plate is not the same thing as bending an ice-cold one. Temperature has an influence on forming conditions and may lead to different results.
Even dimensional figures are extremely variable, especially thickness. For example, EN 10051:1991+A1:1997 regulation divides sheet metal in five groups. Let’s consider steel roughly between 37,000 psi and 49,000 psi (260 MPa to 340 MPa), up to 0.1 in (2 mm), between 4 ft and 5 ft wide (1201 mm to 1500 mm):
| Category | A1 | A | B | C | D |
| Tolerance (in) | ± 0.0055″
(0.14 mm) |
± 0.0075″
(0.19 mm) |
± 0.0087″
(0.22 mm) |
± 0.010″
(0.25 mm) |
± 0.011″
(0.27 mm) |
This means that a sheet with a 0.1 in (2 mm) nominal thickness can fall anywhere within a 14 percent bracket and within a 31 percent in the worst-case scenario.
(4) MEASURE TWICE, CUT ONCE
While shearing alters the grain in sheet metal, plasma, laser, and oxy-fuel cutting, all generate localized thermal shocks on sheet edges and hole perimeters that cannot be ignored. For these reasons, a good press brake cannot and must not rely upon any type of static database. Instead, it should be based on estimating or forecasting software for the simple reason that there is no algorithm accurately able to predict sheet metal reaction. To think that steel behaves as a perfect and unchangeable material is a delusion that soon leads to a bad awakening.
If sheet metal forming is not perfect, welding becomes more difficult, painting gets harder and joining becomes a tough job, especially when tolerances are close. Material waste and working hours skyrocket. These four factors can drastically reduce profit margins if they are ignored rather than faced. Operators should know their press brakes and sheet metal like the back of their hands. They must be able to react to changes and adapt as needed to guarantee the best result.
The bottom line here is that the only way to effectively manage crowning is to use an advanced press brake system that measures actual deformation and corrects it in real time. Only with such advanced technology one can be sure that, regardless of the material characteristics, results will match those that the job requires. Other systems will only make bending quality worse and create problems that affect finished products.
Subscribe to learn the latest in manufacturing.


Industry News



Calendar & Events
Wisconsin Manufacturing and Technology Show
Midwest Design-2-Part Show




