


Here Comes The Sun
Trailer manufacturer Sun Country proves Tweco Velocity MIG consumables can weather even the toughest high-volume spray transfer applications and pass with flying colors.
Posted: July 31, 2015








Sun Country Trailers and Towing Equipment (Phoenix, AZ) is a manufacturer of industrial car and utility trailers that might well be the poster child for the best welding consumables test site out there. In this shop, operators burn through a 3,200 lb pallet of wire every six to seven weeks, replacing MIG guns and swapping out welding consumables are common occurrences. Where better to test consumable parts life than in a high-volume, high arc-on time manufacturing environment? For Sun Country, participating in a field test with the possibility of acquiring consumables that would outlast their current parts didn’t take a lot of convincing. “There are guns out there that may not last for even six months,” says Randy Busha, the operations manager. “My guys kill them somehow. You want a brutal environment for testing, out there is a great place for it. If I can get parts that last twice as long, that makes all the difference.”
The original trial proposal consisted of switching out a competitive gun with a new gun assembled with unique consumables. Instead of the traditional threaded contact tip screwing into a gas diffuser, these consumables feature a threadless, drop-in-style contact tip with shielding gas ports. The gas ports eliminate the diffuser while allowing gas to flow over the contact tip, which keeps it 30 percent cooler than conventional consumables. Because the contact tip runs cooler, its copper stays harder and the contact tips wear more slowly. In trials at Sun Country Trailers, each gas ported contact tip lasted for an average of eight 44 lb spools of wire in short circuit MIG welding and 12 spools of wire in a modified pulsed spray transfer application, an unprecedented level of durability.
A NEW KIND OF TRAILER
Sun Country Trailers, an auto carrier manufacturer since 1986, began operating from a 1,500 sq ft shop and has incrementally stepped up to its current 60,000 sq ft facility to house its two divisions, commercial car carriers and utility trailers. Much of their growth can be attributed to their unique Next Generation Lo Pro step-deck trailer, a five-car trailer that accommodates all sizes of cars and trucks. “It’s very versatile,” notes Busha. “None of our competitors are building anything like it. The biggest advantage is that it can be configured for multiple types of loads and still remains easy to load.”
The 53 ft air ride/air brake step-deck trailer is the most popular model, sustaining an almost five-year run and forming a nice market niche for Sun Country. “I originally designed it for one of our customers, but it’s had a snowball effect ever since,” adds Busha, whose larger point is the importance of listening to his customers. “We pay attention to our customers. That’s how we come up with design ideas, and that’s why we’ve grown so much.” In addition, durability and versatility go hand in hand when it comes to trailers. “We build the ‘tanks’ of the industry so that people can pretty much do anything they want with them,” smiles Busha. “Our trailers take a lot of abuse and our customers keep coming back. The key thing is that they’re not replacing them; they’re buying more of them.”
TRAILER STRUCTURE
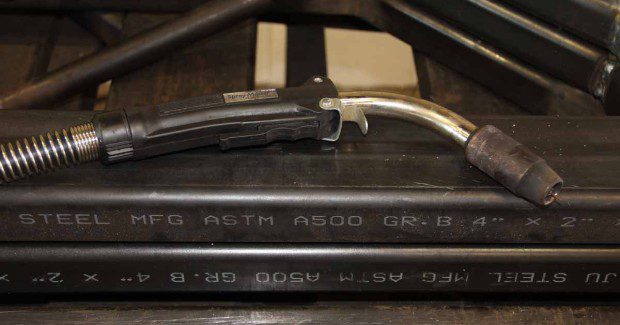
Because Sun Country puts down so much wire — and does a lot of out-of-position welding — Mike Johnson, the sales manager for Vern Lewis Welding Supply, Inc. (Phoenix, AZ), recognized that Sun Country would make a great test site for new consumables. For the initial trial, the station for welding the front end of the trailer was outfitted with a Tweco® Spray Master™ 350 MIG guns and medium-duty Velocity™ consumables. The guns would stay in place for as long as approximately 20 contact tips would last. It takes roughly one day to build the sidewalls.
Once the sides are up, depending on the configuration (two-deck or three-deck), it takes about 1.5 to 2.5 days until the frame is mounted on the axle, including welding the front-end. The trailer goes out to Sun Valley Trailers, Sun Country’s sister company, for sandblasting and powder coating before returning home, where electrical and hydraulics complete the build out. “From raw sticks to moving it out to the customer, the trailer build takes approximately seven days,” explains Busha. The sidewalls make up the primary structure of the trailer, comprised of 2 in x 6 in x .25 in wall tubing, with some 2 in x 4 in x 3/16 in cross members. Using modified pulse spray transfer MIG, operators run .045 in ER70S-6 solid wire with a 90/10-Argon/CO2 mix. The larger diameter wire allows for higher deposition and travel speeds as well as reduced heat input, all-position welding and lower consumables cost.
For the rest of the trailer, operators use the short circuit MIG process for running .035 in ER70S-6 solid wire with 100 percent CO2 shielding gas for greater penetration and lower gas costs. In addition to the ¼ in and 3/16 in wall tubing and cross members, toolboxes and flooring consist of 10 ga, 12 ga and 16 ga sheet metal.
EIGHT ROLLS PER TIP
The front end of the trailer requires a lot of out-of-position welding and more overhead welding than on any other section of the trailer. Operators using the new consumables observed a big difference in the amount of spatter collecting on the tips. “It’s minimal compared to the tips we were using,” states Busha. “It’s like night and day because of how little we need to change them out and how easy it is to clean them.”
Overhead welding is notorious for spatter build-up inside the nozzle, on the contact tip and in the gas diffuser. The new consumables fight spatter build-up three ways. First, gas ported contact tips eliminate the diffuser, so there’s one less part to wear and clog. Second, running cooler prevents the spatter from sticking, and the spatter that does adhere is easier to remove. Lastly, lab tests show that a threadless, all-copper conductor path increases arc stability by 15 percent; a more stable arc produces less spatter and provides the operator with better weld puddle control. In a high-productivity environment, less spatter and fewer consumables means fewer problems. “With the guys I have out there, keeping it simple and straightforward makes everything easier,” says Busha. “Fewer parts mean fewer issues to deal with, fewer things to break and fewer parts to order and inventory.”
After seven months, operators ran out of test consumables. “In the original trial, we only had maybe 20 tips because that’s all they gave us,” recalls Busha. “But they lasted seven months, and that was with two shifts running. That’s pretty good.” Given that each operator runs through three or more 44 lb spools of wire per week, that means the test gun conservatively burned more than 7,000 lb of wire over the seven-month test period. Dividing 7,000 lb by 20 contact tips means that each tip welded with more than 350 lb of wire — that’s eight spools of wire per tip. Comparatively, Sun Country’s previous tips needed to be changed after an average of one roll of wire.
STAGE TWO
In a second trial, the gun manufacturer developed additional products for Sun Country to test, including an adjustable slip nozzle design tested on the trailer front-end welding station. Where the standard nozzle features a fixed nozzle to contact tip distance, the adjustable slip allows each operator to customize the distance. “For some of our applications, there’s a lot of sheet metal and tight areas I need to get into,” notes Busha. “Having the ability to adjust the tip closer or farther away for what I need do is really beneficial.”
According to Johnson, who was a bit skeptical at first, the adjustable slip nozzles are also holding up well. “Because the nozzle was so easy to adjust and it would have to undergo extreme temperature changes, I was afraid that over time it would become loose,” explains Johnson. “I tend to give guys things they can’t change or adjust so that they won’t break them, but they’ve had it on the line for over three weeks, and we haven’t had any issues.”
To test the new consumables in a higher amperage situation, Sun Country put the 450 amp gun outfitted with a heavy-duty version of the consumables on the side wall station, where pulses of peak current reach as high as 200 amps. When exposed to the daily heating and cooling cycles of high-volume welding, the connections in conventional MIG guns tend to come loose. Typically, the contact tip and diffuser threads loosen up, and slip-on nozzles slip off instead. So far, the guns have exhibited better durability than competitive brands, and consumables life is even longer. Just to see how far he could push it, Busha asked the operator to use the original contact tip as long as possible. After three weeks, 12 spools and more than 500 lb of wire, the tip still provided good electrical transfer and arc stability.
THE MINDSET CHALLENGE
Not all operators are created equal. Some want to use a MIG gun as it was intended, others like to experiment and test its limits and still others like to use it as a hammer. Whatever the case, simply trying a new gun for a day is not a sufficient test. “It’s a matter of getting it in their hands and giving them the opportunity to use it over time,” states Busha. “That way they can understand that it’s a better hammer, so to speak, even if they don’t understand why.” At Sun Country, operators keep running wire until the guns wear out. “We’re a high-usage shop,” adds Busha. “Our welders are going to take whatever we give them and use it hard. As long as they don’t run out of the consumables, they’ll keep using them.”
Apparently, that’s going to take awhile.
Ross Fleischmann is a senior brand manager, ESAB Welding and Cutting Products, PO Box 100545, 411 South Ebenezer Road, Florence, SC 29501-0545, 843-669-4411, Fax: 843-664-4258, www.esabna.com.
Sun Country Trailers and Towing Equipment, 902 West Hadley Street, Phoenix, AZ 85043, 602-268-6406, Fax: 602-254-3912, [email protected], www.suncountrytrailers.com.
Vern Lewis Welding Supply, Inc., 1745 W Deer Valley Road, Phoenix, AZ 85027, 623-738-0341, www.vernlewis.com.
Tweco/Arcair, 2800 Airport Road, Denton, TX 76207, 800-569-0547, Fax: 800-535-0557, www.tweco.com.
Subscribe to learn the latest in manufacturing.


Industry News







