


Understanding the Impact of Pressure and Velocity in Waterjet Cutting
The move to higher pressure has improved the productivity of waterjet cutting systems, but the increase in jet velocity is actually the driving force behind these dramatic gains in efficiency.
Posted: April 28, 2015







Throughout the history of manufacturing, once the fundamental capability of a process has been established, the next step has always been to make it more efficient – striving to make product cheaper and faster. Waterjet cutting technology has proven its effectiveness in a wide variety of applications as one of the fastest growing, non-traditional tool processes in the world for the past 20 years. In the early 1970s pure waterjet cutting systems were developed to cut soft materials, such as corrugated cardboard, gasket, plastic, paper, and foam. Later on the abrasive waterjet entered the scene and began being used for cutting hard materials, including metals, stone, composites, glass, and ceramics.
There are many reasons for the rapid acceptance of waterjet technology. It is a cold-cutting process that can cut virtually any material without adding heat or stress. It is also extremely easy to set up and operate. These advantages allow manufacturers to quickly produce small or large batches of parts, even for their toughest projects. Now the technology is evolving to the next level and gaining a bigger role in the manufacturing world by maximizing efficiencies through a focus on jet velocity.
HYPERPRESSURE VS. NORMAL PRESSURE
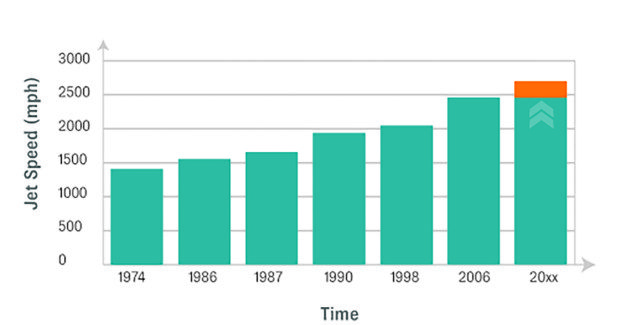
When Ultrahigh-Pressure (UHP) waterjets first came on the market, pressures were in the 36,000 psi range. Pressure has increased every decade since, moving to 55,000 psi by the end of the 1980s and reaching the current standard of 60,000 psi in the mid-1990s. In 2004, the HyperJet pump was introduced into standard manufacturing environments with a rating of 94,000 psi – a breakthrough that began the era of HyperPressure cutting with waterjets.
Just as increasing wattage increases CO2 laser cutting productivity, increasing pressure significantly improves waterjet productivity, and manufacturers quickly discovered how a 94,000 psi HyperPressure pump dramatically improved productivity when compared to other pumps that operate at approximately 60,000 psi. However, before the use of HyperPressure pumps became common, many other alternatives to improve productivity were attempted:
- More horsepower. Adding horsepower by designing larger pumps or ganging pumps will increase the water flow and accelerate cutting speed. However, the additional water volume increases garnet usage, as much as double in some cases. Consumption, handling, and disposal of the increased abrasive significantly raise costs. Garnet is over 50 percent of the operating cost of a 60,000 psi abrasive waterjet system, so increasing horsepower – and garnet usage – while holding pressure constant actually decreases system efficiency.
- More aggressive abrasive. Super-hard abrasive materials (like aluminum oxide) will cut through hard metals and hardened ceramics faster. These abrasives have less effect on softer materials such as stone, aluminum, glass, and brass. The show stopper is that these super-hard abrasives will erode mixing tubes rapidly, again raising costs. Super-hard abrasives are now rarely used in abrasive waterjet cutting.
- Multiple cutting heads. Running more heads can also expand throughput at either 60,000 psi or 87,000 psi as long as a pair of identical parts are required. However, similar to increasing water volume, this approach is usually most effective with a pump that has more horsepower, resulting in higher costs of electricity, garnet, and water. Special consideration must be given by the operator to control part consistency since both heads must be maintained at the same level.
Other methods that have been employed include optimizing the tool path for acceleration and deceleration to control the stream while it’s in the material and utilizing taper compensation to get a high precision cut in a quicker time frame. These advancements contribute to more efficient cutting at any pressure and are a must on any waterjet system, but increasing pressure still yields additional productivity gains.
PRESSURE = PRODUCTIVITY
Increasing pressure speeds up cutting and reduces cost per inch. At 60,000 psi, the garnet abrasive accounts for over half of the cost. Running continuously at 87,000 psi, the abrasive cost falls to less than half. Pierce time – the amount of time to drill a start hole – is dramatically reduced as well. Shorter cycle times mean more parts produced per hour and more jobs completed per day. Fixed costs (such as building space, overhead, and equipment depreciation) are covered faster, which adds to bottom line profitability.
Raising pressure expands the types of materials that can be cut and includes harder materials, like ceramics and carbides. Higher pressure also enables greater cutting detail due to the smaller stream diameter. Maintenance is easier since the new pump is designed for fast, foolproof maintenance with a special high-speed pressure loading tool provided with the pump. A HyperPressure waterjet is ideal for high production environments and for jobs where fast turnaround is required. It is also perfect for applications where precision parts are required, since the 33 percent smaller diameter stream enables more intricate inside corner cutting – down to a 0.015 in radius.
VELOCITY MATTERS
Efficiency can be defined many different ways in a machine tool. In waterjet cutting technology, a jet is considered more efficient if it cuts faster at a lower cost for the input power. Pressure equals productivity and efficiency because of jet velocity. Why is that so?
As pressure goes up, the speed of the stream increases. Once the stream exits the orifice, it’s all about velocity. The faster the stream, the quicker the abrasive cuts and the smaller the diameter of the stream, the less abrasive is required. The goal is to make the abrasive go as fast as possible so that it will carry as much momentum as possible through the cutting process. The only way to make a waterjet stream go faster is to raise pressure – but not through increasing horsepower. Every pump has a maximum operating pressure, so to gain the benefits of a higher velocity stream a pump must be designed to operate at higher pressure.
For example, the abrasive consumption of a 60,000 psi pump running at 50 hp is the same as a HyperPressure 87,000 psi pump running at 100 hp. The difference is that with the HyperPressure pump, the stream – and the abrasive added to the stream – travels much faster and cuts at twice the speed. This means the garnet use – the main cost driver – is cut in half, making the HyperPressure system twice as efficient as the lower pressure pump.
INCREASING WATER VELOCITY BY RAISING PRESSURE
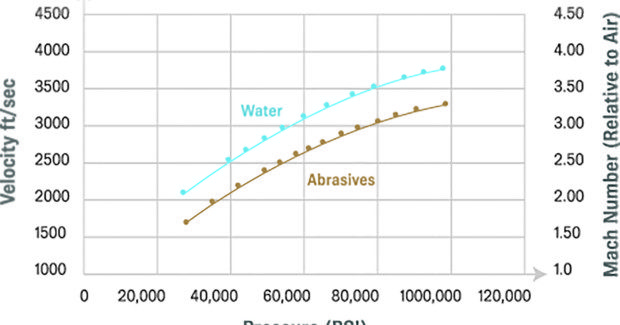
Dr. Mohamed Hashish, the inventor of the abrasive waterjet in 1979, has discussed the correlation between water velocity to pressure in numerous technical papers he has authored over the decades. His graph (shown in Figure 1) illustrates that key relationship. The abrasive is pulled into the cutting head from very low velocity via a venturi effect (a way of creating suction) and then accelerated down the mixing tube by the supersonic water (Figure 2). This means the abrasive speed is governed by the water speed. As Dr. Hashish notes, “Increasing power by increasing the pressure and not the flow rate gives us the benefit of increased velocity.”
THE COST OF HYPERPRESSURE TECHNOLOGY
There are some minor drawbacks to HyperPressure systems. Intervals between maintenance can be slightly shorter, but that is mitigated by quick maintenance techniques and simple-to-handle seal cartridges in the newer pumps. The operating costs per hour of the pump and delivery lines are higher, but that is more than offset by the dramatic savings in garnet abrasive. Also, a HyperPressure system requires a slightly larger upfront investment. The total cost of ownership over time is less, however, due to reduced material and labor costs. It has a short ROI due to its ability to produce parts cheaper and faster with less labor costs.
HyperPressure technology is applicable to most waterjet applications today. It might not make economic sense in environments where cutting is so easy that motion equipment can’t move fast enough and higher speed and pressure doesn’t produce any efficiency gains such as when cutting thin aluminum. It’s also not practical for applications where actual cut speed and cost per part is a small portion of the total cost to produce the part. Low volume environments, such as a university or an R&D laboratory cutting exotic materials or one-offs, also aren’t ideal for HyperPressure pumps.
THE FUTURE OF WATERJET
Pressures have risen steadily throughout the history of waterjet technology. You can expect that trend to continue, with a likely 25 percent to 30 percent increase in pump pressures in the next five to ten years. There will also be a clear split in systems that are designed for higher productivity and lower productivity, and pressure will play a significant part in that split. Since 80 percent of manufacturers will need higher productivity – and more importantly, efficiency – to stay competitive, the proliferation of HyperPressure systems will continue to grow.
Subscribe to learn the latest in manufacturing.


Industry News







