


Internet 4.0 Innovations for Machine Tools
Take a look at how PC-based control technology is turning visionary Industry 4.0 concepts into profitable “smart factories” through the use of Google Glass in automation, all-in-one robot and machine tool control, and standard OPC UA connectivity.
Posted: December 8, 2014




Beckhoff Automation LLC (Savage, MN) is set to bring leading-edge concepts into the march toward Industry 4.0, the Fourth Industrial Revolution of PC-based control technology that provides the ideal toolbox to implement the leading automation concepts of our time with the Internet of Things (IoT), cloud computing, highly-centralized automation systems, and ever-more connected devices via industrial Ethernet and OPC UA.
As a framework and set of flexible tools to implement such big ideas, their PC-based control technology has become a leading standard to turn future-forward Industry 4.0 concepts into profitable “smart factories” through a range of advanced solutions, including the use of Google Glass in automation, all-in-one robot and machine control, and standard OPC UA connectivity.
Whether the machine builder needs revolutionary or evolutionary migration to enhanced machine control, a complete line of solutions for machine tool and CNC applications can use a scalable line of PC-based controllers to increase the productivity of the shop. Automation system design becomes leaner and the costs for hardware, engineering, commissioning, and maintenance are decreased considerably. Many machine tool and CNC users already utilize PC-based controllers for connectivity with enterprise database management systems, performing remote maintenance over the Internet or requesting cloud-based services.
The “Power of One” controls philosophy (one PC-based controller, one software platform and one network) allows manufacturers and machine builders to make great strides in establishing Industry 4.0 practices while ensuring that lean automation designs and streamlined control system architectures remain intact.
INDUSTRY 4.0 MEETS GOOGLE GLASS
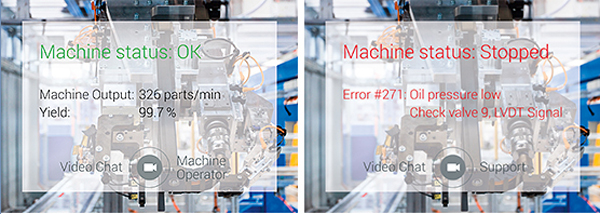
For example, one technology incorporates Google Glass as a concept for machine tool operation in an Industry 4.0 framework. The ‘augmented reality glasses,’ while primarily developed for the consumer market, integrate a heads-up display for information and a digital camera (among numerous other features) that can be used in industrial environments as a ‘wearable HMI’ for machine tool operation and observing plant production.
Google Glass allows access to status and dialogue messages, or additional information such as documentation, web pages, or videos. The service technician, for example, can access the properties, history, or current status of the sensor or actuator by reading a QR code on a motor or limit switch. Andreas Thome, the product manager for PC Control at Beckhoff, says, “Google Glass has the potential to change or at least to supplement the operating philosophy on machine tools. Google glasses represent a good example of the fusion of Internet technology and automation technology within the framework of Industry 4.0.”
Google Glass can be integrated into the control technology via TwinCAT automation software. The glasses communicate with a web server that supplies the status of the TwinCAT-controlled machine tool. The Google glasses receive and display this machine status in the form of signal values or error messages and refer, if necessary, to the precise error location. The acknowledgment and resetting of the machine status is also possible directly on the glasses.
In moving Industry 4.0 forward, TwinCAT 3.1 software contains an updated feature set that is aimed at making engineering simpler and more effective for all aspects of machine automation and control. Configurations and programs can be revision-controlled and compared in a source code administration tool. TwinCAT Automation Interface, an interface for automatic code generation, enables yet another increase in efficiency. In a multi-core system, individual cores can be reserved for the exclusive use of TwinCAT 3 in the runtime. This means 100 percent of the resources of that core are reserved exclusively for TwinCAT.
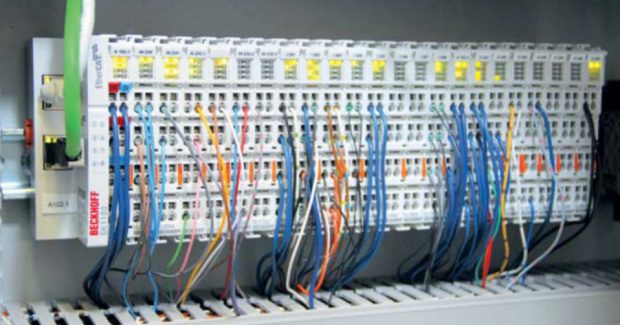
On the networking side, the EtherCAT industrial Ethernet system is an established industry standard for the demanding requirements of automation applications. Leveraging outstanding performance and topology characteristics, the real-time fieldbus can be used for all machine communication and is an I/O, safety, and drive bus system, all in one. A universal and complete system for EtherCAT is available, from the controller to the safe servo drive, for accurate and highly dynamic positioning tasks.
QUANTUM LEAP IN MICROMACHINING WITH OPEN, HIGH SPEED CNC
This sort of networking power is used by Willemin-Macodel SA (Delemont, Switzerland), which builds specialized machine tools for small part machining that are used in the watch making industry, medical technology and the aerospace industry, among others. “Our core competency is in high-precision machine tools for full-process machining,” explains technical director Denis Jeannerat. “Because fixing small workpieces has always represented a challenge, the same machine now performs all machining steps, without the traditional division of processes into turning, milling and grinding. The machine also takes care of the parts handling, i.e. the careful insertion and removal of the workpieces.”
A prime example of this is their 701S machining center, a simple idea that revolutionizes micromachining. On the face of it, the idea behind the new machine sounds simple. The 701S micromachining center features a delta robot that has been inverted, or placed “upside down,” so to speak. This robot moves the workpiece, a task usually handled by the tool carriage.
Jeannerat explains the thinking behind this concept. “There is a strong tendency toward component miniaturization in our markets. We sought to design a machine with an enhanced ratio of parts size to machine size, because when you’re machining a 2 g or 20 g part, it makes no sense to move a tool carriage weighing 100 kg in a 3 m long machine that weighs 12 metric tons. It is much better to move the small mass of the workpiece instead of the tool. In this way, the mass that must be moved is reduced immensely, from perhaps 500 kg to 800 kg for a conventional shaft, to only around 2 kg. These low moments of inertia can also be mastered using a delta robot.”
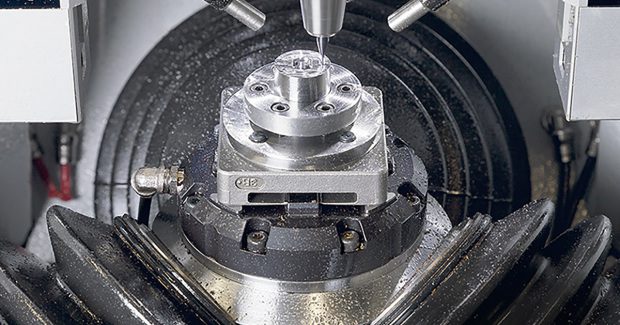
Accordingly, the basic concept of the new machine tool is based on parallel kinematics with a delta structure that takes the form of a workpiece carrier connected by three arms. The machining strategy of the 701S, which is designed for machining small workpieces (Ø 52 mm by 32 mm), focuses on computationally intensive “circular interpolation.” The key characteristics include path accuracy better than 0.2 μm, low sensitivity to temperature fluctuations as well as very high precision and repeatability.
A specially designed high-performance motor spindle, with a maximum speed of 80,000 rpm and without tool holders, additionally provides increased static and dynamic rigidity, very high balancing quality and a low radial runout (less than 1 μm at the tool tip).
PC-BASED CONTROL MASTERS MACHINE KINEMATICS
Achieving what sounds so simple, however, requires a great deal of engineering effort and know-how with regard to both design and control technology, as Jeannerat explains. “It was a very long project for us, having started over five years ago. Above all, the mechanical systems and drive technology required a great deal of development effort so that we could enhance and finally master the dynamic behavior.”
The decision to use PC-based control technology was taken right at the beginning of the project, because it was clear from the outset that this would be the only way to sufficiently realize the complex circular interpolation and fast control loops. Jeannerat says, “After all, the goal was to develop an extremely dynamic machine. The highly dynamic rigidity needed from the system can be only achieved with a powerful Industrial PC that can calculate the control loop parameters extremely quickly. This is especially significant considering the reduced masses that must be moved.”
Following the decision in favor of efficient PC-based control technology, a fitting supplier was also found quickly. Jeannerat recalls, “We evaluated various industrial control architectures and were immediately impressed by PC Control. This was not just because of the technology, it was also important to us that Beckhoff has a great deal of know-how and industrial expertise in applications like ours.”
Willemin-Macodel attaches particular importance to high flexibility in machine design. “To make our machine design as flexible as possible,” adds Jeannerat, “we need a system that is open in every respect – with a multifaceted I/O solution, connectivity to various communications subsystems and software versatility. Communication with the necessary handling or robot systems, for example, is very important. On the one hand, we benefit from the kinematics that are already integrated in the TwinCAT software, while on the other we can also integrate our own solutions very easily if necessary.” Not only that, each individual machine is adapted precisely to the application, which would be virtually impossible without an open control system.
In addition to a modular toolkit of automation hardware that enables flexible machine configurations, dynamic control software like TwinCAT must also be modularly structured to offer a great deal of programming freedom. In the 701S machining center, the openness of PC Control has also proven helpful in the simple connection of a special vision-based tool measuring system. With its help, the tools can be measured at full speed, including radial runout. The measuring system can be integrated into the control computer simply by using appropriate PCI plug-in cards, thus providing the computer with large quantities of data directly and very quickly.
In addition to its high computing power, the C6920 Control Cabinet Industrial PC (IPC) with 1.9 GHz Intel CeleronR processor employed in the machine tool offers a further important advantage. In Jeannerat’s view, “The C6920 Industrial PC is very compact and therefore requires little space in the machine’s control cabinet.” Apart from complex path calculations, the tasks of PC Control also include controlling the speed and position of the high-performance spindle. A total of four axes, the delta robot and the spindle as an additional axis are all controlled extremely quickly. This makes it possible to perform special machining operations with the spindle, such as planing or deburring.
This is implemented using TwinCAT CNC, i.e. by means of a pure software solution running on an IPC with complete CNC functionality. TwinCAT CNC can operate with up to 64 axes/controlled spindles that can be distributed to up to 12 CNC channels. In a CNC channel, up to 32 axes can be interpolated simultaneously, solving even the most difficult motion tasks. With TwinCAT CNC, users also benefit from the openness to the I/O periphery and to the drive system, which is unusual in the traditional CNC world.
The most diverse I/O assemblies can be connected via all common fieldbus systems. The drive systems can be connected with the CNC entirely in accordance with application needs both via an analog/encoder interface and directly via a digital drive interface. The I/O system of the 701S machining center consists of 44 EtherCAT terminals, the information of which is transferred to the control system via two EK1100 EtherCAT couplers. The data are primarily acquired via EL1124 or EL1008 digital input terminals, EL2008 digital output terminals, EL3064 or EL3202 analog input terminals, EL4002 analog output terminals and via EL5101 incremental encoder interfaces.
For a CNC operator interface, the 701S features a customized CP7912 “Economy” Control Panel with a 15 in touch screen as well as integrated DVI/USBExtended technology which allows separation from the IPC by up to 50 m. In a sturdy aluminum housing with IP 65 protection, the panel for mounting arm installation features an added keyboard shelf and offers 12 function keys and 10 LED-illuminated special PLC keys. There is a key extension with emergency stop button, six illuminated pushbuttons, gray code switch (23 positions) and incremental encoder. Jeannerat concludes, “The Control Panel makes the operation of the machine extremely convenient. Numerous functions are directly integrated, for example, via the electromechanical pushbuttons, which enables intuitive and very simple operation.”
This highly efficient micromachining solution combines intelligent design with efficient automation in a particularly compact machine with a footprint of only around 1 sq m. The reduced moved masses require only 2 kW of power to machine a small part. A conventional machine requires 20 KW or more for this. Jeannerat states, “With very high path accuracy within 0.2 μm, even at full speed, the 701S also achieves a value that is better than conventional machining centers by a factor of 10. A further advantage is the immense time savings in parts machining. Depending on the complexity of the workpiece, the machining time is reduced by a factor between 3 and 10. The machining of a copper electrode, for example, now takes only eight minutes instead of over an hour previously.”
Beckhoff Automation provides advanced and open automation solutions based upon proven technologies for shops to implement high performance control systems faster and at a lower overall cost than traditional PLC and motion control systems. Their “New Automation Technology” product range includes PC-based control, industrial PCs, automation controllers, operator interfaces, I/O, servo drives and motors. With representation in more than 60 countries, the company is well-positioned to provide global sales and service to its customers. Sales and service are handled directly, with no intermediaries involved for exceptional customer service and consultation.
Beckhoff Automation LLC, 13130 Dakota Avenue, Savage, MN 55378, 952-890-0000, Fax: 952-890-2888, [email protected], www.beckhoffautomation.com.
Subscribe to learn the latest in manufacturing.


Industry News







