


Plasma Cutting Comes of Age
Evolving from a rough and cranky process to a reliable and productive technology, high-density plasma cutting has become a metal fabricating success story.
Posted: November 5, 2014




Plasma cutting has made rapid advances in the past 20 years or so, but it hasn’t been an easy road. The systems we have today, which produce accurate cuts with low distortion and clean edges, are the hard-won product of intense technical development and plain hard work.
Back in the not-so-good old days, trial-and-error methods and repeated equipment adjustments were typical for mechanized plasma in the early days. However, even with the system properly adjusted and optimized, the low cutting speeds and heat produced in the process allowed the metal to distort and warp.
The DC output of early system power supplies had a ripple effect, or fluctuation, that caused a very rough cut and a short electrode life. When cutting tables are down for consumables change-out valuable production time is lost and so the need to increase productivity became the driving force behind the development of better and more efficient plasma cutting systems.
http://youtu.be/UfBZVD5cwLo
The rough-edged quality of parts cut prior to the 1990s required a lot of rework and preparation before they were usable. Secondary processes included grinding and filing to remove the dross or spatter from parts, reaming holes and machining edges. It was work that increased the cost of every piece cut on the older equipment.
TIME FOR A COOL CHANGE
Evolving from a rough and cranky process to a reliable and productive technology, high-density plasma cutting has become a metal fabricating success story.
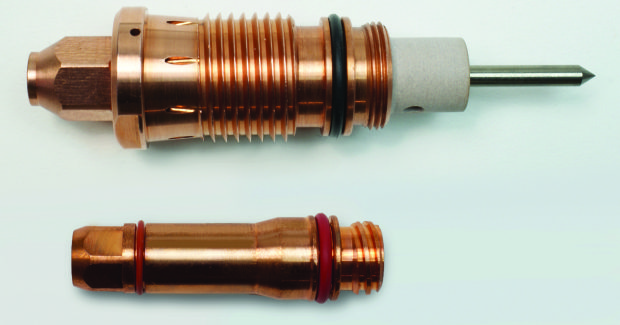
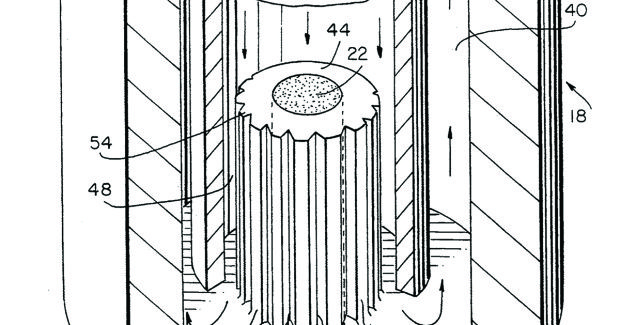
Back in 1995 our company, a manufacturer of plasma torches and consumables, secured a patent on a long-life electrode that averaged 200 pierces, almost doubling the previous pierce life. The design includes an electrode retained in a post with an extended exterior surface which promotes heat transfer to the coolant and extends operational life. Developing cooler, longer lasting electrodes has been an area of much product development and testing with variations in electrode shape and style, electrode materials and cathode materials.
The 1990s also brought changes to power supply control systems. Microprocessors were used to control gas ramping pressures and power amperage and this increased the life of consumables, improved part quality, and further reduced production costs for manufacturers. Ramping the gas pressure and amperage smoothly up and down at the beginning and end of cuts greatly improves cut accuracy and finish.
MODERN PLASMA CUTTING
Plasma cutting is a viable solution for many more applications since the switch was made from the tungsten electrode to the modern style cathode with hafnium electrode insert. Hafnium electrodes can operate with nitrogen, oxygen, air, or blends of these gases, while the tungsten electrodes used in the earlier cutting torches needed nitrogen gas. This means the newer systems can cut various metal types by switching to the appropriate gas.
AutoCAD drawings created for use with the older systems can be used by CAM software that converts drawing features like holes, shapes, material and thickness, etc. and then uses the information to set up all the cutting parameters needed for an optimum cut.
Today’s plasma cutting equipment has made the machine operator’s job much less complex because the need to tweak manual control settings at the machine is greatly reduced. All the programming including nesting, determining the best tool path, ramping gas and amperage during different parts of the cut, continually varying the cutting speeds and even decisions about optimum pierce point locations is all done during the pre-cutting programming.
It is not uncommon to average 1,000 pierces per electrode or more, and occasionally an electrode will last over 5,000 pierces. Automated torch lifters respond to heat distortion or plate warp by continually adjusting the torch height and amperage thus maintaining the optimum distance to the work surface.
The availability of precision plasma consumables that are manufactured to precise tolerances has allowed metal fabricators to produce steel parts with minimal heat affected zones. For example, 1/8 in steel cut at speeds over 250 ipm is cool to the touch only a few seconds after being cut.
Plasma ‘marking’ is also possible. Power supplies with refined low amperage capabilities have the ability to engrave layout lines, part numbers, inscriptions, installation and orientation details.
The result of these advancements is high-quality parts and precise holes with smaller unintended bevel and fewer expensive secondary machining and clean-up operations. Benefits also include reduced scrap due to human error during setup and faster more efficient cutting cycles with less downtime for consumable change-out.
THE FUTURE OF PLASMA CUTTING
New life-extending refractory materials are being developed for electrode use. There is ongoing experimentation with various nozzle vent configurations and advanced gas mixing technologies. New power supply designs with multiple in-line choppers and innovative inverter configurations will allow the smooth delivery of power with very little fluctuation, smoother more accurate ramp-up and ramp-down plus better lead-in.
Add to this the ongoing evolution of machine CNC controls and computer microprocessors, plus advances in computer aided design and manufacturing software and we see possibilities trending to ultra-precise complex cuts, and vastly increased productivity for the metal fabricating industry.
Subscribe to learn the latest in manufacturing.


Industry News



Calendar & Events
Wisconsin Manufacturing and Technology Show
Midwest Design-2-Part Show




