


The Shrinking World of Medical Component Devices
As miniaturization pushes the envelope of medical device components, new micro machining technologies and fabrication systems are being developed to address sub-micron tolerances and other related manufacturing issues.
Posted: March 5, 2014









The precision engineered single-tube bar feeder uses the hydrodynamic principle to quickly center 6 ft (1.8 m) or 12 ft (3.6 m) bars as small as 0.04 in (1 mm) diameter. The bar stock is supported in an oil bath in the feed tube. As the bar’s rotational speed increases, hydrodynamic forces move it toward the center of the tube and stabilize it, delivering shorter cycle times and superior workpiece finishes.
The bar feeder’s ergonomic design features an upgraded safety interlock system, and includes a front swing-out mechanism for easy reloading and sub 3 minute feed tube changes. The single-valve design controls oil flow and pressure for increased bar control, accuracy and vibration-free operation. A completely enclosed fluid recuperator keeps oil off the floor and contaminants out of the hydraulic system.
The outer barrel is a precision-extruded aluminum tube, held in place with a single clamp to further minimize barrel vibration and control Z-axis motion. A removable pendant allows the operator to control the bar feeder remotely, while a positive pusher retention system ensures high efficiency operation with minimal labor. With overall machine lengths of 11 ft (3.35 m) for the 6 ft bar model and 17 ft (5.18 m) for the 12 ft bar model, the Mini Rhinobar’s compact size makes it suitable for small or large shops. The U.S.-built bar feeder is available for immediate delivery, and comes with three feed tube diameters of the buyer’s selection.
Lexair Inc., 2025 Mercer Road, Lexington, KY 40511-1018, 859-255-5001, [email protected], www.lexairinc.com.
END MILL FOR STAINLESS STEEL, TITANIUM MEDICAL COMPONENTS
Richards Micro-Tool (Plymouth, MA) introduces a new line of 2-flute, 45 deg High Helix carbide end mills designed for use in non-ferrous precision metal cutting of medical components. The 45 deg High Helix carbide end mills feature a sharper cutting edge to improve cutting entry and action without having the tool become work hardened. The design allows higher feed rates without chip packing, and can be used for plunge, ramp or profile milling.
Richards’ 45 deg High Helix carbide end mills are available in a range of end-mill diameters ranging from 1/32 in to ¼ in fractional, and .015 in to 0.93 in decimal. Specialty coatings are available, including a Titanium Aluminum Nitride (TiAln) coating for difficult-to-machine materials such as stainless steel and titanium. Richards’ 45 deg High Helix carbide end mills are available through a nationwide network of distributors.
Richards Micro-Tool, 250 Cherry Street, Plymouth, MA 02360, 800-233-9956, Fax: 508-747-4339, [email protected], www.richardsmicrotool.com.
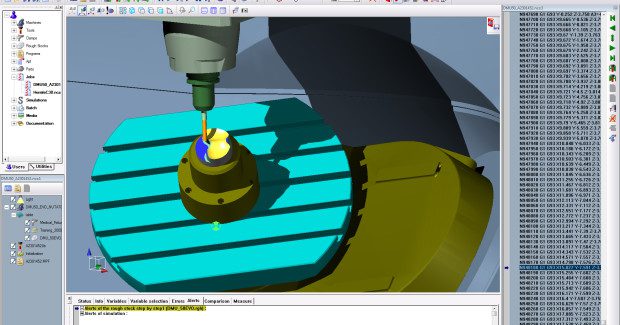
MACHINING SIMULATION SOFTWARE USED FOR IMPLANTABLE COMPONENTS
Medical products supplier Paragon Medical, Inc. (Pierceton, IN) specializes in manufacturing cases, trays, surgical instrumentation and a diverse range of implantable components for OEM clients in the global orthopedic community, from anchors and screws to femoral components. To verify and optimize its machining operations, the company selected NCSIMUL CNC machine simulation software from SPRING Technologies (Cambridge, MA).
NCSIMUL Machine 9 pushes the limits of CNC simulation, integrating the latest available INTEL and Microsoft technologies (multi-core, multi-threading and Windows 8 PRO touch-screen features, etc.), whatever the complexity of your NC machines: 5 axis machine-tools, robots and multi-machines environment.
Paragon established its Global Design Center to enable the company to close the loop between development and manufacturing via project management, design, research, analytical testing and prototyping. NC programmer Mark Erickson explains that the custom and limited-volume nature of the company’s products effectively creates “a job shop environment where we’re doing a lot of setups. The final decision for purchasing NCSIMUL came when we saw setup time savings of around 7 to 8 hours per set up because of the documentation that the software can output. If the guys on the floor have been spending hours on a job and we can provide more information to do the setups faster, we’re looking at a good return on the software investment.”
Another of the software’s benefits, Erickson says, is the ability to easily transfer NCSIMUL simulations among different machines. Paragon employs many types of 3-axis to 5-axis mills to machine complex parts and needed a simulator for its 9-axis machining center. “We use NCSIMUL to come up with simulations for our different types of machines,” notes Erickson. “It’s proven pretty easy to create simulations for a new machine.”
NCSIMUL generally takes about two days of training, and has the capability to demonstrate and share simulations. Downloading NCSIMUL Player application from the SPRING Technologies website enables customers and collaborators who don’t necessarily have licenses for the software to receive and play back NCSIMUL files and employ functionalities such as measurement of surfaces and finding specific G-code lines.
Paragon’s decision to purchase some seats of NCSIMUL followed an intensive 90-day evaluation that included comparison of an evaluation copy of the software with that from another NC simulation provider. The extended test with the evaluation copy “was a key for getting the software into Paragon,” adds Erickson.
SPRING Technologies, Inc., One Broadway, 14th Floor, Cambridge, MA 02142, 617-401-2197, [email protected], www.springplm.com.
Subscribe to learn the latest in manufacturing.


Industry News







