


The Shrinking World of Medical Component Devices
As miniaturization pushes the envelope of medical device components, new micro machining technologies and fabrication systems are being developed to address sub-micron tolerances and other related manufacturing issues.
Posted: March 5, 2014









Americans age 65 and older are estimated to represent one-third of the healthcare consumption in the U.S. by 2030. The aging population in the U.S. and across the globe is driving medical device manufacturers to target novel and cost effective therapies, particularly less invasive therapies for treating illness and disease. For example, hypertension remains a large unmet and very challenging need. Different systems that are currently in various stages of clinical trials to treat hypertension are based on micro sensors and hypotubes with dimensions of tens of microns that are quite challenging to design and manufacture.
Reliable machining of the extremely small, highly precise components that are used inside these micro devices can create significant challenges for medical device manufacturers. Here are some of the latest machining technologies and tools that are helping them to overcome these issues.
WIRE EDM EXPANDS PRECISION MICRO MACHINING CAPABILITIES
Makino (Auburn Hills, MI) has released their of the UPN-01 ultra-precision horizontal wire EDM for the micro-tolerance and fine surface finish applications required in medical device manufacturing. Designed with a unique horizontal wire feed system, this sub-micron level precision wire EDM provides reliable unattended operation even when working with wire diameters as fine as 0.00078 in (0.02 mm). Its oil dielectric configuration also makes it an ideal solution for high-accuracy machining of carbide and other hardened materials.
“The UPN-01 pursues the ultimate in precision micro machining, advancing closer to the world of 0.1 µm machining,” says Brian Pfluger, the EDM product manager of Makino. “It delivers fine surface quality and superb accuracy every time – achieving a best surface finish of 0.17 µm Rz and accuracies as fine as ±0.5 µm. This level of capability is ideal for manufacturers of medical components and other high-accuracy machining applications.”
With machine travels for the X-, Y-, and Z-axes are 6.29 in (160 mm), 6.29 in (160 mm) and 1.96 in (50 mm) respectively, and with additional U- and V-axis travels of ±0.27 in (7 mm), the UPN-01 will accommodate a maximum workpiece size of 5.90 in by 5.90 in by 1.57 in (150 mm x 150 mm x 40 mm), with a maximum payload of 17.63 lb (8 kg), which includes the tool holder.
The wire diameter range is 0.00078 in ~ 0.00393 in (0.02 mm ~ 0.1 mm) with a minimum start hole diameter of 0.00118 in (0.03 mm). Reliable and consistent automatic wire threading is achieved by using an air injection and suction system. The maximum taper angle capability is ±6 deg with a 0.00393 in (0.1 mm) wire diameter and 1.57 in (40 mm) plate thickness.
Precision Micro Machining Platform
From machine construction to advanced control features, the UPN-01 is designed for reliable and repeatable high-accuracy machining of micro-tolerance features. It features a thermal control system that maintains constant dielectric and casting temperatures. A tightly sealed and insulated machine cover system and high-performance air conditioner control the internal machine and work zone environment temperatures to within ±0.5 deg C. This isolates the effects of the ambient air fluctuations during operation, and ensures high-accuracy machining by maintaining a stable machine attitude even during long hours of operation.
This wire EDM machine incorporates a revolutionary new motion control system that incorporates pneumatic static pressure guideways and linear motor technology. The pneumatic guideway system, which is similar to high-accuracy coordinate measuring machines (CMMs), minimizes mechanical friction and ensures consistent high-precision movement for fine feeds, while eliminating the need for oil lubrication.
The UPN-01 is engineered with a unique linear motor system that further reduces movement friction and movement inertia to attain sub-micron level accuracy. The linear motor system is not design for rapid movement, but has been purpose-built to deliver the smallest possible movement increment, while overcoming traditional linear motor issues of heat generation and repulsive cogging torque of the magnetic forces.
The machine’s movement positioning and repeatability accuracy is rated at ±0.00002 in (±0.5µm). The machine also uses a 0.0000004 in (0.01µm or 10 nanometer) scale feedback system, which provides a minimum programmable increment of 0.000004 in (0.1µm). The UPN-01 is capable of achieving a mechanical movement roundness of 0.000008 in (0.2µm).
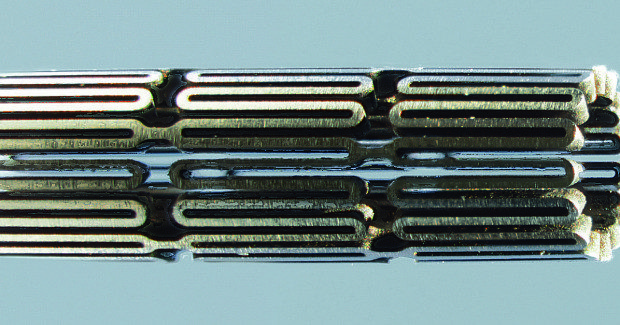
The oil-based dielectric design heightens the control of the machining spark gap for enhanced accuracy and finish quality. The machine is also fitted with the newly developed MGW-V1 NC power supply unit that produces ultra-small electrical discharge pulses at 50 nanosecond cycles. Together, these features provide the precision necessary to machine micro slot details with a finish width of 0.0013 in (32 μm) using a 0.00078 in (0.02 mm) diameter wire.
Unattended Capabilities
This wire EDM machine contains several standard and optional features to facilitate long hours of unattended, precision micro-machining. The machine’s horizontal wire feed system allows for automatic threading of fine wire diameters as small as 0.00078 inches (0.02mm). This is achieved using a combination of forced air through the workpiece, and simultaneously clean start holes to eliminate troublesome wire guide maintenance. Through this methodology, a 0.02 mm diameter wire can be threaded through a correctly positioned 0.03 mm diameter start hole.
Simple, automatic core or slug removal is another benefit of the horizontal design. By suspending workpiece vertically, gravitational pull helps to evacuate cores from the work zone. This also helps to prevent wire break as the core or slug separates from the base material, as the blank will fall away from the wire and not create a wire pinching condition.
In situations where cores are wedged between workpiece walls, an automatic jet nozzle will use dielectric fluid to flush out materials up to 0.59 in (15 mm) square in size, and the slug is allowed to fall freely to the bottom of the work tank where it will not cause any interference or crash potential. An extruding pin fitted with a sensor confirms core removal to facilitate completely unattended operation from roughing to finish machining. The evacuated cores can then be lifted up and recovered from the machine without sticking a hand into the dielectric fluid.
This wire EDM does not contain a conventional machine table. Instead, it uses special palletized tool holders to suspend the workpiece. The work piece is loaded and unloaded in the machine using a pneumatic chuck system. The UPN-01 can also be equipped with several optional features for improved efficiency in unattended high-accuracy machining, such as the 16-Station automatic workpiece changer.
Subscribe to learn the latest in manufacturing.


Industry News







