


Secure and Efficient Parting Off with Plug and Play Coolant
For deep grooves and parting off with long overhangs, CoroCut QD from Sandvik Coromant expands the offer of inserts and durable tools with over and under coolant, supported with plug and play adaptors for easy handling and efficient coolant supply.
Posted: March 26, 2014




CoroCut QD – the reliable system from Sandvik Coromant (Fair Lawn, NJ) for deep grooves and parting off with long overhangs – expands the offer of inserts and durable tools with over and under coolant. The system is supported with plug and play adaptors for easy handling and efficient coolant supply.
An important aspect for long tool life and few machine stoppages is good chip control. This is achieved by combining over and under coolant on all tools which keeps the temperature down at the cutting edge for less tool wear and a more stable performance, while at the same time providing for efficient chip evacuation. Add to the support plug and play adaptors for easy coolant connection and a rigid, yet user-friendly clamping mechanism for easy insert changes, and you get CoroCut QD. This system not only ensures process security, but also easy handling for real machining efficiency.
At the cutting edge, the cutting forces are high. To withstand this temperature, the tool material has high fatigue resistance and the tool tip seat features a backstop so the insert stays in its position preventing the seat from wearing down when the insert is indexed. Also the inserts themselves are developed with good coating adhesion and high edge-line security, for long tool life in every parting off operation. The system was first introduced in October 2013, and builds on the well proven Q-Cut and CoroCut ranges, expanding the options for these processes.
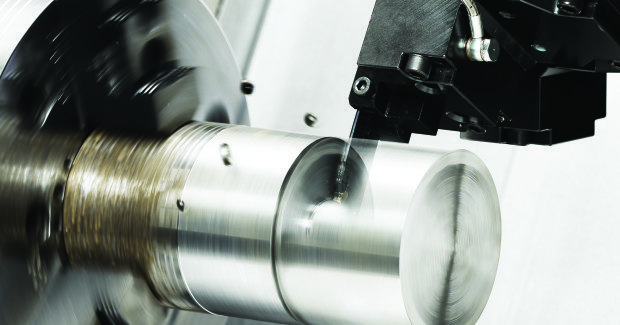
A demonstration of using the Corocut QD to groove and part-off of railway track.
The company also introduces CoroMill 357, a tough multi-edge face milling cutter for roughing and cubing in steel and cast iron with high insert security. In typical applications, such as rough face milling, cubing, intermittent component figurations, components with uneven stock or forgings, welding and castings, applying CoroMill 357 achieves a high metal removal rate and superior productivity.
The mill’s secure, strong cutter body features an innovative insert clamping system that offers quick and easy insert indexing to save time. Large support-faces radially, axially and on the base prevent deformation and ensure consistent performance. Suitable for ISO 50 and larger machines, CoroMill 357 takes a depth of cut up to 10 mm (0.394 in) with a feed per tooth up to 0.7 mm/z (0.0276 in/z).
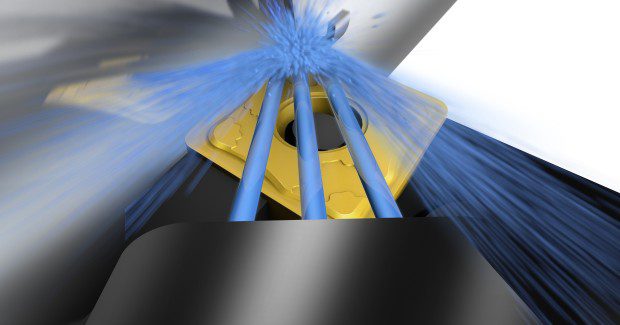
Sandvik Coromant also introduces a range of new insert geometries and customized tool holders, featuring fixed nozzles that guarantee a precise coolant jet flow to get right to the center of the cutting zone. The coolant flows from the pump to the tool through nozzles directed exactly at the cutting zone. This produces a wedge of coolant that efficiently removes the heat from the cutting zone and forms the chip.
Improved chip control and longer tool life are just two of the benefits which contribute to secure, predictable machining and preventing unplanned machine stoppages. Increased productivity can even be achieved in tricky applications and in materials which are difficult to machine, regardless of the pressure you use.
At higher coolant pressures, above ~30 bars (435 psi), the new insert geometry collects the coolant jets to form an even, powerful wedge that breaks the chips, cools the insert and improves the insert tool life. The higher the pressure, the more difficult materials and applications can be machined with excellent results.
Sandvik Coromant, 1702 Nevins Road, PO Box 428, Fair Lawn, NJ 07410-0428, 201-310-7363, [email protected], www.sandvik.coromant.com.
Subscribe to learn the latest in manufacturing.


Industry News







