


Touchless Fabrication
The improved affordability of automation and its impressive returns on investment are sweeping through the shop floors of metal fabrication as robots and advanced motion control systems replace the human hands once needed to handle and process material.
Posted: January 23, 2014









Facing high turnover and a lack of properly skilled labor, job shops, contract manufacturers and metal service centers continually investigate how automated systems can be introduced into their production facilities to make existing processes more efficient, more competitive and more profitable.
Metal fabricators have also discovered how the benefits of automation exceed its increasing range of capabilities. As they retrain their machine technicians to become robot operators, shops are learning how to use automation to create safer, more rewarding work environments in all sorts of metal fabricating processes.
PRESS LINE AUTOMATION
In coil-fed press operations that use mechanical and hydraulic presses connected by material handling equipment, modular automation control suites can create a customized press line with the highest degree of flexibility in the shortest engineering and installation time.
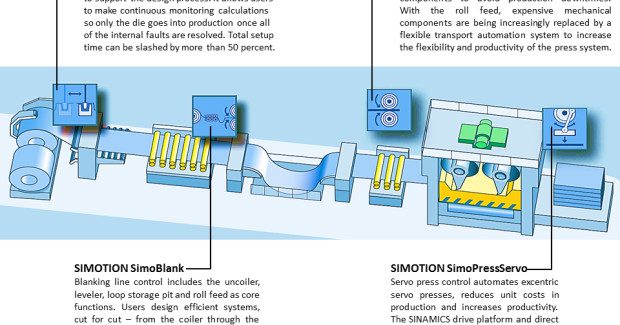
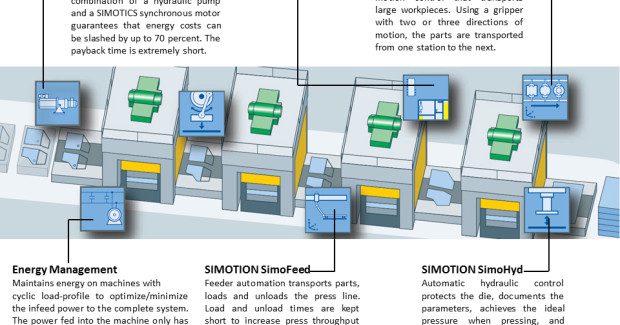
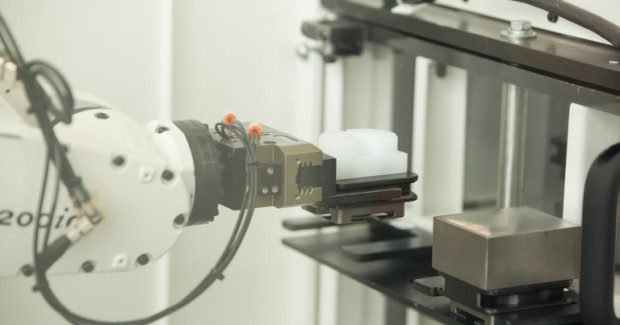
One such suite is the Metal Forming Solution Package from Siemens Industry, Inc. (Elk Grove Village, IL) that provides all of the control functions required to automate press systems and support press manufacturers that want to quickly implement specific press line applications (see Figures 1, 2).
http://youtu.be/vdUfBkeOz6g
Overview of an electronic transfer system and optimized energy management of a Volkswagen press line that can save up to 40 percent of energy. The retrofit made the press lines more dynamic, faster, more flexible and increased the precision of the transfer movements.
The standard components of this suite – the SINAMICS drives and the SIMOTION motion control system – use a comprehensive range of preconfigured software modules to ensure press line flexibility. The optimum modules are selected for the desired line application and individually configured with just a few operations.
After stable and reliable integration into the operating system, these controls are then integrated into the machine software in a modular fashion. SIMOTION diagnostic tools are used to minimize the time from the initial application concept to the completed automation of the line.
Because this control suite is independent of hardware platforms, it can address the requirements of various press manufacturers. SIMOTION can be used on PLCs, on IPCs and even on intelligent drive modules. Any modules used to monitor and control presses and press peripherals can be combined at the standard SIMOTION automation platform to quickly create complex, customized automation configurations – but the machine software remains open so that it can be expanded in a modular fashion.
Siemens Industry, Inc., Motion Control Machine Tool Business, 390 Kent Avenue, Elk Grove Village, IL 60007, 847-640-1595, Fax: 847-437-0784, [email protected], www.siemenscnc.com.
WORK CELL AUTOMATION
From the front office to the shop floor, suppliers now use automation to effectively integrate various stages of sheet/plate metal production management. For example, shops use the Plant Manager Cutting (PMC) software module from Bystronic, Inc. (Elgin, IL) for fact-based planning and monitoring of all their laser and waterjet cutting processes.
The PMC automatically processes order and CAD data independent of any programmer intervention to eliminate the time required for cutting plan preparation and feedback to the production planning system.
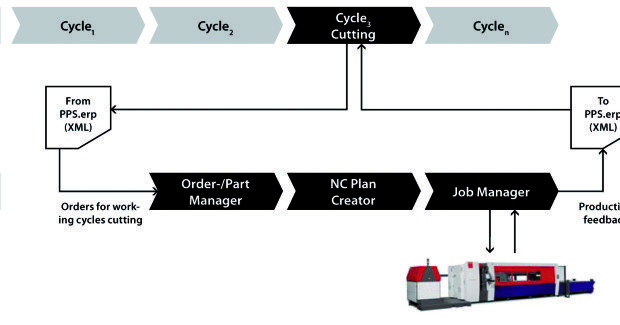
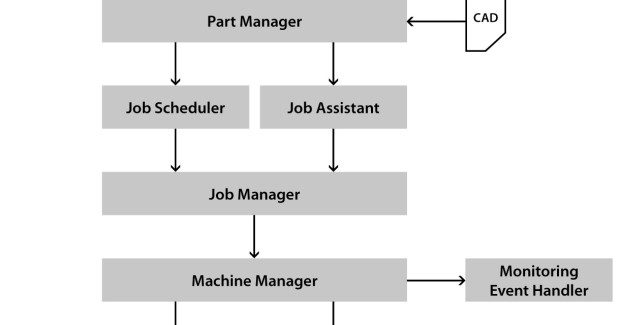
The PMC regularly/simultaneously exchanges information between a shop’s customer ERP/MRP production planning system and their own cutting machines so that the most current and relevant production information and machine data become fully transparent for floor managers making critical decisions on the load balancing of each machine, the order volume and its status, and the expected completion and due dates. The PMC even takes maintenance periods into account during planning (see Figures 3, 4).
The Machine Manager registers all machine data for parallel processing with the Machine Monitor that oversees the cutting systems and generates the appropriate messages when certain events occur according to defined regulations.
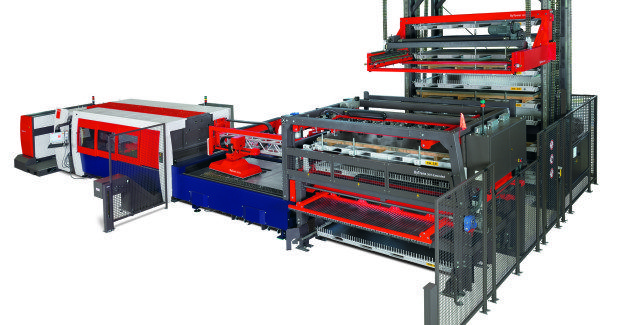
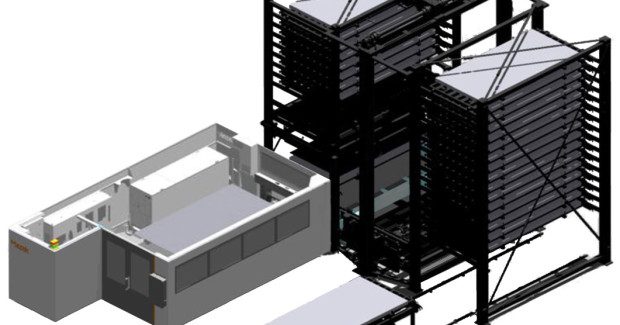
The user-friendly graphical interface of the PMC quickly locates the required production information and sends it to the shop floor, where the compact ByTower 3015 material storage tower maintains process consistence and improves material flow without human intervention. The ByTower 3015 improves material flow to the laser by making raw materials ready to cut just as soon as the laser requires them. It connects to the ByTrans machine load/unload system as a module to expand the cutting capabilities of the shop so it can meet its customer requirements (see Figure 5).
http://youtu.be/Wb8nGIUqchw
A demonstration of the ByTrans intelligent solution of loading and unloading of laser cutting systems. Twice the capacity and three times as flexible.
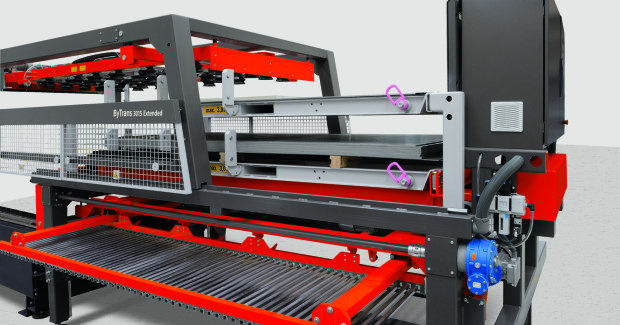
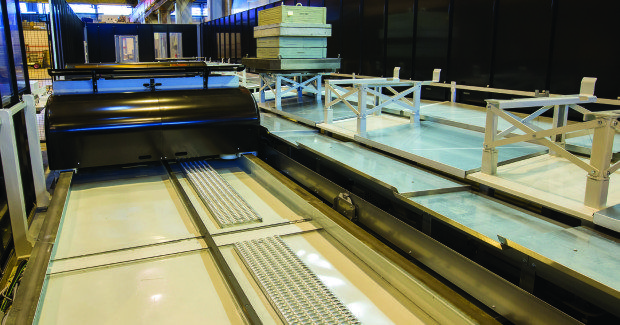
The ByTrans material handling system yields greater profits through higher machine utilization, expanded operations and reduced labor costs. Cutting operations can expand up to three shifts. Sheet/plate loading and unloading takes just 60 seconds. This short cycle time is always faster than the shortest cutting plan and is independent of the thickness of the metal sheet to ensure greater overall throughput. ByTrans easily integrates into any ByVision controlled machine and offers complete accessibility and optimum operation in a small, 15 ft x 10 ft inline footprint that handles all sheet thickness up to one inch plate (see Figure 6).
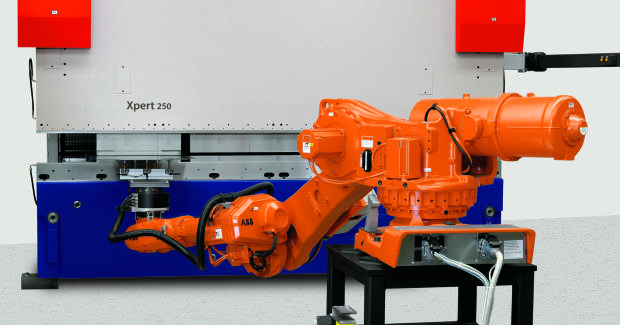
After the parts are cut, the Xpert press brake automatically determines the bending sequence, positions its backstops, creates its tool plan and generates process data with the touch of a single button. High speed ram positioning is incorporated with enhanced safety functions to reduce bending cycle times. The Fast Bend+ safety system reaches approach speeds up to 600 ipm and bending speeds up to 47 ipm. This reduces bend cycle times by 15 percent to 35 percent by without sacrificing accuracy, without introducing angle errors, with a ram positioning accuracy of .00015 in (see Figure 7).
Fast Bend + safety draws the machine extremely near the sheet at high speed so that slow movement is only necessary during the actual bending process. This cuts the time required by approximately 20 percent. The safety system adapts itself automatically after each tool change and moves the machine to the correct tool height without any additional intervention. Any tool not recognized by the system stops the machine, making it nearly impossible to use an incorrect tool and increasing safety even more.
Low energy consumption, less machine noise and less heat characterize the Energy Saver on this press brake. As soon as its upper beam reaches the top dead center position after a bend, its main motor automatically switches off until the next bend process is started without changing the operational flow. Process speed remains as high as usual while saving up to one-third of the energy.
Bystronic, Inc., 200 Airport Road, Elgin, IL 60123, 847-214-0300, Fax: 847-214-0299, [email protected], www.bystronicusa.com.
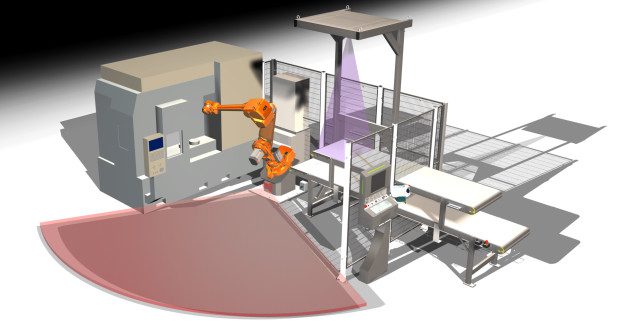
Another automated cell example comes from the partnership between Mazak Optonics Corporation (Elgin, IL) and Tekmag (Milan, Italy), an Italian automation systems manufacturer specializing in compact sheet load/unload systems and automated vertical storage/retrieval systems.
Mazak Optonics offers a new Optiplex 4020 CO2 laser-cutting system with an expanded 6 ft x 12 ft workspace for larger sheet materials ranging from the thinnest gage steel up to one inch thick mild steel that weighs up to 3,527 lb per sheet. Its fully automated AO|5 setup overcomes the typical challenges of using varied materials without compromising cutting conditions, and retains these optimal cutting conditions during extended, unattended operation (see Figure 8).
Subscribe to learn the latest in manufacturing.


Industry News



Calendar & Events
Wisconsin Manufacturing and Technology Show
Midwest Design-2-Part Show




