


Next Generation Machine Condition Monitoring
The latest machine condition monitoring technologies for steel mill suppliers of flat sheet, coil and structural metals can be tailored to monitor critical equipment assets operating in a wide range of harsh functional environments, process parameter changes, variable and low-speed equipment, shock loads and frequent setups. For shops, there is also virus protection for machine tools.
Posted: January 27, 2014






Condition-based monitoring (CBM) technology can improve equipment reliability, increase shop production and decrease plant maintenance costs with less human intervention and human error. In a steel mill, typical CBN applications include main drive roughing and finishing stand gearboxes and pinion stands, rolling mill work and backup roll bearings, and fans.
The mill uses maintenance reliability information that is critical to machine health on a schedule that cannot be accomplished with a traditional route-based practice. The trending of data allows the maintenance team to watch conditions change over time. As next generation hardware and software configurations bring the cost of CBM technology down and add new capabilities to identify and prioritize problems, mills are learning how to build trends faster with online monitoring instead of time consuming route-based programs.
PROTECTING CRITICAL STEEL MILL ASSETS
For example, next generation Multilog IMx on-line monitoring systems from SKF USA Inc. (Lansdale, PA) an ideal advanced solution to monitor the condition of critical steel mill assets 24/7 and detect faults early to help prevent machine failures and ultimately improve process control, asset performance and reliability, machinery uptime, and maintenance planning.
This robust, programmable, and modular technology can be tailored to accommodate a wide range of challenging mill conditions, including harsh operating environments, process parameter changes between steel grades, variable and low-speed equipment, shock loads, and frequent roll changes. Typical applications include main drive roughing and finishing stand gearboxes and pinion stands, rolling mill work and backup roll bearings, and fans, among others. This 24/7 monitoring system provides timely and true simultaneous measurements of key operating parameters focused on tracking changes for analysis to take necessary remedial actions in advance of failure.
IMx technology also offers an opportunity to convert and upgrade outdated systems and interface with compatible SKF @ptitude Analyst and Observer software to realize a highly advanced and comprehensive approach to machine condition monitoring in the steel mill. IMx systems include units for extremely tough industrial environments, with certain models designed specifically for turbo machinery, wind turbine, vehicle or railway applications, as well as portable versions ideally suited for temporary installations and troubleshooting.
Depending on the model, Multilog IMx units incorporate 16, 32, or 64 analog signal inputs configurable for a variety of sensors to ascertain acceleration, velocity, and displacement, among other parameters, such as acceleration enveloping. Individual warning and alarm levels controlled by machine speed or load can be set for each measurement point and built-in auto-diagnosis can check all sensors, cabling, and electronics for any faults, signal interruption, shorts, or power failure and then automatically alert when problems are found. IMx systems can run on an existing LAN or WAN and network with computers, printers, and servers, or over the Internet.
SKF USA Inc., 890 Forty Foot Road, PO Box 352, Lansdale, PA 19446, 610-220-2667, [email protected], www.skfusa.com.
PREDICTIVE MOTION CONTROL
Another segment of CBN is predictive motion control. In order to facilitate the opportunity for machine users to better monitor and implement a predictive motion control system, Leine & Linde (Schaumburg, IL) introduces a new version of a rotary encoder supporting Condition Monitoring Systems, the Model 862 with PROFIBUS DP, a robust mechanical structure inside a heavy duty incremental encoder that further enhances plant efficiency by incorporating the PROFIBUS DP communication interface.
Advanced Diagnostic System (ADS) functionality has been incorporated into the PROFIBUS diagnostic information, giving a plant manager insight on the general health of the encoder, as well as specific failure information should such an event occur. Working in tandem with the traditional incremental output signals, the PROFIBUS communications can also support velocity feedback, over-speed alarm limits, operating temperature, heartbeat counters, position presets, standstill detection and time, count up direction, internal diagnostics, operating time, and encoder configuration details.
While the incremental outputs are supporting, for example, a wind turbine speed control, the PROFIBUS system can be providing the farm operator with higher level information on the overall turbine functionality. High Voltage/High Current TTL outputs are provided on the Incremental output channels and the encoder is isolated from the shaft up to 2.5 kV. Hybrid ceramic bearings are used to provide this isolation as well as extended operating life. The encoder is rated for operation with a 9 volt to 30 volt power supply from -40 deg C to +80 deg C.
Visual health status for walk-by inspection is also provided via two dual color LEDs integrated into the housing cover. Through combinations of steady and blinking RED/GREEN indicators, encoder power, communication, and operational status can be verified at a glance.
Heidenhain Corporation, 333 E. State Parkway, Schaumburg, IL 60173, 805-562-1160, [email protected], www.heidenhain.us.
MACHINE TOOL VIRUS PREVENTION
Okuma America Corporation (Charlotte, NC) introduces the 5-axis Auto-Tuning System that replaces the manual tuning process typically used to maintain motion accuracy in the CNC machining process. Manual tuning, a typical practice in many machine shops, can take five hours or more to perform, resulting in costly downtime.
http://youtu.be/x3sAZl-5MI8
When machining with a 5-axis CNC machine tool, it is common for kinematic errors to affect the quality of the part. Commissioning and general wear & tear can take a toll on the kinematic chain and result in potential quality issues in your finished parts. Machines come out of level over time and even the smallest bumps can cause geometric errors. To maintain high-level, 5-axis machining, an accurate on-site kinematic tuning must be done to compensate for any geometric errors.
When combating general wear and tear during machining cycles on a 5-axis CNC machine tool, it’s common for kinematic errors to affect the quality of the finished part. Commissioning and general wear and tear can take a toll on the kinematic chain and result in potential quality issues. Machines also come out of level over time, and even the smallest bumps can cause geometric errors. When these issues arise, it’s common for machine operators to perform an on-site kinematic tuning to compensate for geometric errors. Done manually, this is a painstaking process involving complex mathematical calculations and manual data entry, and is prone to some degree of human error. These tasks can take up to five hours or more, and require an experienced technician.
With the 5-axis Auto Tuning System these adjustments can be performed in approximately 10 minutes, depending on machine size. In addition to time savings, this system does not require a high-level of skill to operate. The 5-axis Auto Tuning System measures the machine and automatically compensates up to 13 geometric errors, including volumetric accuracy. This gives the end-user the ability to check and correct the machine anytime they need to, ensuring accuracy and productivity, and minimizing downtime.
Okuma also offers OSP Virus Protection System (OSP-VPS) that embeds a virus scanning application programming interface (VSAPI) from Trend Micro for Okuma OSP-P controls (OSP-P300/P200A/P200/P20) to prevent infection by viruses from networks or USB flash drives.
The features of OSP-VPS include:
- Reliability – Before virus pattern file is distributed and the search engines are updated, operations are verified in advance to prevent CNC software detection errors.
- Safety – Virus scans are performed after completion of automatic and MDI operations to prevent slowing of screen responses due to scheduled virus scans.
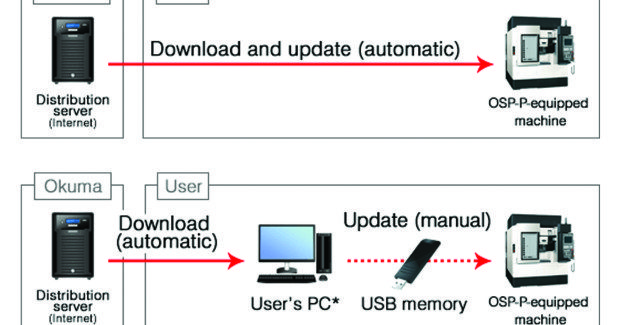
- Usability – Pattern files and search engine updates can be done either manually via the operator’s PC or automatically via the internet. The option to update through the operator’s PC or USB memory can be used for machines not connected to a LAN or those on a closed LAN.
OSP-VPS is available as a factory or field option on all OSP-P300/P200A/P200/P20 control machines.
Okuma America Corporation, 1900 Westhall Drive, Charlotte, NC 28278, 704-504-6324, [email protected], www.okuma.com.
Subscribe to learn the latest in manufacturing.


Industry News



Calendar & Events
Wisconsin Manufacturing and Technology Show
Midwest Design-2-Part Show




