


Automation for the Small Job Shop: Competitive Advantage
In part two of this three-part series, we walk through the mechanics of process control on the floor, the flexibility and lean manufacturing capabilities of automated welding, and how robots handle all sorts, sizes, shapes of parts – ideal solutions for the competitive job shop.
Posted: October 25, 2013







The arc itself has continued to evolve with new hybrid processes being introduced to the market on a regular basis. A short time ago it would have been unthinkable that thin gauge, dissimilar materials could be joined reliably and securely using a GMAW (MIG/MAG) process. GTAW (TIG), GPAW (plasma) arc welding, along with laser processes, are also extremely reliable and cost effective. And today’s power sources are able to deliver a controlled, low energy arc, overcoming gaps in joint fit-up with relative ease.
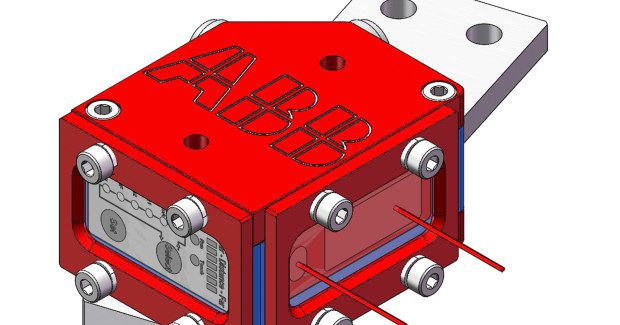
One further area of consideration for flexibility is to have more than one process on the robot. One example is when heavy deposition or high speed weld travel is required Twin or tandem wire torches are often used. The upside is phenomenal deposition; the drawback is that the weld torches can be quite large. Tool changeover, either manual or automatic, can enable the second, slimmer torch to access the tighter areas that the larger torch cannot, allowing a higher percentage of the component to be completed with the same cycle time (see Figures 4, 4-1).
LEAN MANUFACTURING
Robotic welding cells add value to the lean manufacturing philosophy by allowing companies to do more work with less resources and effort. Utilizing a common baseplate, for example, will reduce installation and startup time. Traditionally, the mundane activities of checking the TCP (Tool Center Point), cleaning the torch and switching out consumables would need to be executed by teaching lengthy code. Pre-canned, user friendly routines now complete these activities in a single action controlled by the touch screen teach pendant.
Management of the robotic cell can now be completely handled by an instant graphical representation of the cell on the teach pendant, eliminating the requirement for an independent HMI. The safety status, component output, station/program status are instantly available by simply viewing the pendant (see Figure 5).
The cleaning of the welding torch is a simple automated activity. The condition of the TCP can be automatically monitored and maintained to its optimum by the use of “BullsEye” , a laser TCP self-checking device. Keeping a good a quality TCP ensures the wire engages the component exactly on target. These activities keep the robotic cell producing with minimal maintenance (see Figures 6, 6-1).
HOW THESE ROBOTS HANDLE ALL SORTS, SIZES, SHAPES OF PARTS
The very nature of job shops is to respond to the demands of short deliveries, diverse production and relatively low volumes. Effective employment of robotic welding cells is a highly effective realistic answer to this manufacturing requirement because their sensor technologies deal with the variation of component type, joints and fit up.
To accommodate the variation of components in regard to fixturing, a number of alternatives can be employed. The simplest being the design of the fixture to accommodate multiple variants of part type. Additionally, a robot equipped with multiple work areas may provide a solution for all fixtures to be permanently mounted.
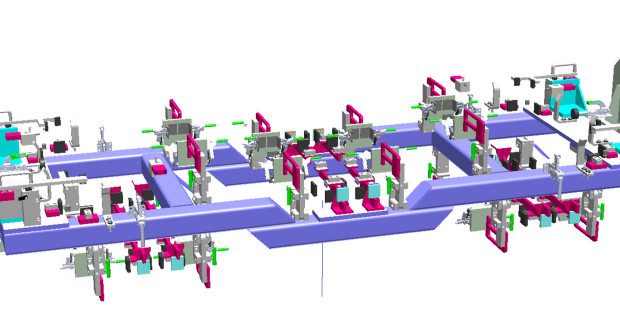
When extended fixturing capability is required, the solution is to efficiently feed the robot with many tools in a sequential manner. One way is to mount the robot on a track or gantry of appropriate length, enabling it to visit many stations along the route.
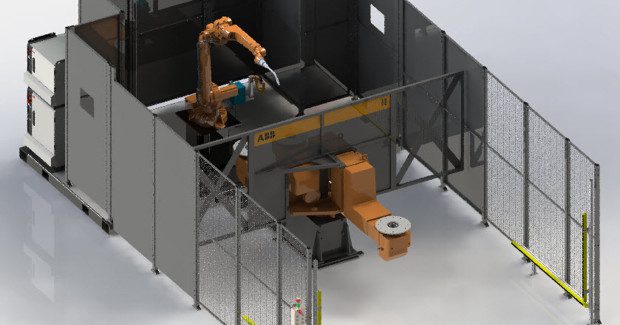
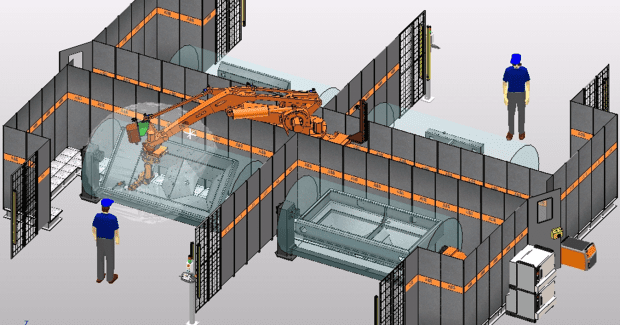
Another option is to adopt a very large robot, such as the IRB 800, which essentially combines two robots into one by mounting an IRB 140 to the arm of an IRB 7600 (see Figure 7). This approach provides a very large envelope of over 12.5 ft (3850 mm) in any direction, allowing the robot to sequentially work in multiple stations from a fixed base.
To further extend the flexibility of fixturing, the use of ‘V’ locations, roller supports and robust clamps provide the ability to change complete fixturing, strongbacks and tools within minutes.
A newer trend is to have the process mounted either on a static pedestal or even a second robot. The primary large handling robot picks up the tooling and presents it to the process. Load and unload is incorporated within the operation, and multiple processes can be visited inside the same cycle time.
With all of these tools and processes at the disposal of a progressive thinking job shop, there has never been a better opportunity to embrace the robotic welding manufacturing methodology. There is a significant stock of robots and pre-built robotic solutions now available to embrace the job shop philosophy of short lead-times and diverse output.
Next month we will cover the financial return on investment that robotic cells provide, and their impact to financial performance to end users.
Subscribe to learn the latest in manufacturing.


Industry News







