


To Have Is To Hold
An examination of some of the latest chucks, jaws, collets and other tool and workholding technologies that can help you reduce setup time, increase spindle utilization and improve your competitive edge.
Posted: August 12, 2013






SAMCHULLY QUICK JAW CHANGE CHUCKS
The Samchully quick jaw change power chucks supplied by Thame Engineering Co. Ltd. (Aylesbury, England) make it possible to change jaws in less than one minute (see Example 5a, 5b). For shops producing short runs of components, the savings in setup time are significant and will pay for the investment extremely quickly.
Compared with a standard 3 jaw power chuck, where the jaws can take around 10 minutes to change, Samchully quick jaw change chucks use a wedge-bar mechanism which allows each jaw to be removed with a single turn of an operating key. This disengages the wedge-bar from the master jaw allowing the jaw to be removed and replaced extremely easily.
In addition to the time saved in the actual jaw changing operation, the accuracy possible with the system makes reboring of the soft jaws unnecessary. For a workshop carrying out three jaw changes each day the savings can amount to over 300 hours per chuck in a year.
Samchully uses the wedge-bar technology in its quick jaw change chucks as it has some important advantages over the commonly used wedge-hook system in standard power chucks. The latter uses a mechanism which directly actuates the master jaw and cannot achieve the accuracy of the wedge-bar system.
Wedge-hook is normally capable of TIR 0.025 mm while, with properly bored soft jaws, a Samchully quick jaw change chuck, up to 300 mm, can achieve TIR between .005 and .01 mm.
As well as improved accuracy the wedge-bar system helps to compensate for centrifugal force at high rotational speeds. With the wedge-hook system counterweights are required to offset loss of grip due to centrifugal force. When the spindle stops, these weights have moved to their fullest extent, so cause a sudden spike or hysteresis in the grip load which can be 25 percent more than the static grip load. For thin wall and delicate components this sudden increase in pressure can damage or distort the part.
On the Samchully wedge-bar chucks there is no need for counterweights as the loss of grip is much less. On a 200 mm chuck running at 5,000 rpm it will only lose 30 percent of the static grip compared with 50 percent on a wedge-hook chuck. In addition, the hysteresis is only 5 percent.
These factors make the Samchully quick jaw change power chucks an ideal choice for achieving higher metal removal rates at higher speeds, further adding to their cost saving characteristics.
Maurice Day, the director of Thame Workholding, says, “Samchully chucks are fitted as standard equipment on leading machine tools, including Doosan (Daewoo) Haas and Hyundai-Kia, which is a measure of their outstanding quality. Companies specialising in small batches of parts can achieve significant cost savings and improvements in productivity and flexibility by investing in Samchully quick jaw change technology.”
Thame Engineering Co. Ltd., Field End, Thame Road, Long Crendon, Aylesbury, Bucks. HP18 9EJ England, +44 (0)1844 208050, Fax: +44 (0)1844 201699, www.thameworkholding.com.
MULTIPLE WORKHOLDING SOLUTIONS, LESS DOWNTIME, MORE ACCURATE PARTS
Lexair, Inc. (Lexington, KY) is the exclusive importer and master distributor in the U.S. and Canada for OML, the Italian-based manufacturer of modular clamping systems, tombstones, indexing tables and precision vises.
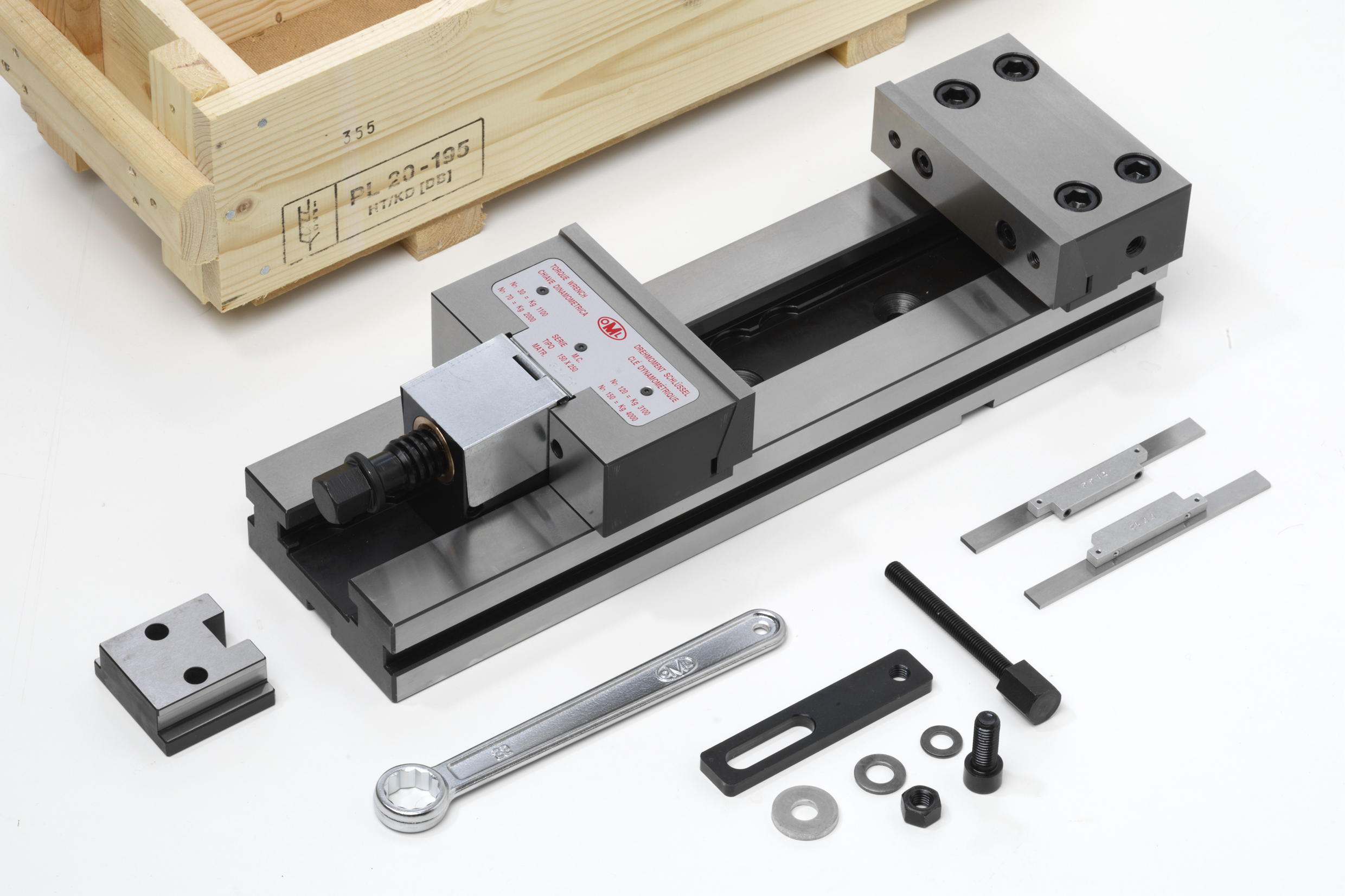
The MC Modular Workholding System from OML uses fixed and movable vise jaws and patented self-locking CLAK parallels to eliminate clamps and locks, achieve multiple clamping solutions, and increase part accuracy with less set up time (see Example 6). Movable jaws minimize clamp-screw distortion for more accurate finished parts and less scrap.
Unique features on the MC vise include the snap-in, self-locking middle-jaw CLAK parallels that are held in place when the vise is opened in the vertical position, making it ideal for use on tombstones. The CLAK system allows for quick-change of parallels, angular parallels, soft jaws and “V” jaws, making part changeovers and size changes quick and easy.
A unique tapered-jaw design pulls the workpiece down against the parallels as the vise is closed, eliminating the need to hammer the part down.
The MC vise is designed for quick changeovers with a moveable clamping jaw that can be lifted from the base, shuttled to the next position and lowered into place for a different size workpiece. Held in place with a toggle locking mechanism, the moveable jaw unlocks from the base with a flip of the wrist.
By relocating the clamp jaw close to the workpiece, the length of the clamp screw can be kept short, minimizing jaw distortion under high force. The clamp screw can also be replaced with a hydraulic cylinder for automated operation.
The MC vise accommodates jaws with rolls, GRIP jaws, aluminum jaws, middle jaws, jaws with grippers UGE, Plus 3D jaws and floating side-ways for raw workpieces. Various jaw adapters, including one for Kurt jaws, allow the use of legacy vise accessories. Adding to their versatility, the vises are easily transported between machine tools. The 6 in x 8 in (150 mm x 200 mm) base with a simple clamping system weighs only 55 lb (25 kg).
The base length determines the vise’s clamping capacity and the jaws can be used with any base configuration, providing a flexible workholding solution with minimum investment. Bases are 6 in. wide (150 mm) and available in 8 in (200 mm), 10 in (250 mm), and 12 in (300 mm) lengths. An 8 in (200 mm) x 12 in (300 mm) base is also available, as well as two extended length MC-XL models, with lengths of 21.5 in (545 mm) and 26 in.(655 mm).
All components are constructed from oversize steel profiles and are case hardened and precision ground to ensure exceptional flatness and durability. Wear parts are specially treated for a surface hardness of 50/60 HRC, and all non-ground surfaces are burnished to protect against corrosion.
Lexair also distributes low-profile Flex-Grip collet closers that maintain a secure, parallel grip on inconsistent workpieces using a quick-change system of vulcanized collet heads that accommodates workpiece variations of ± 0.5 mm (±0.020 in) diameter.
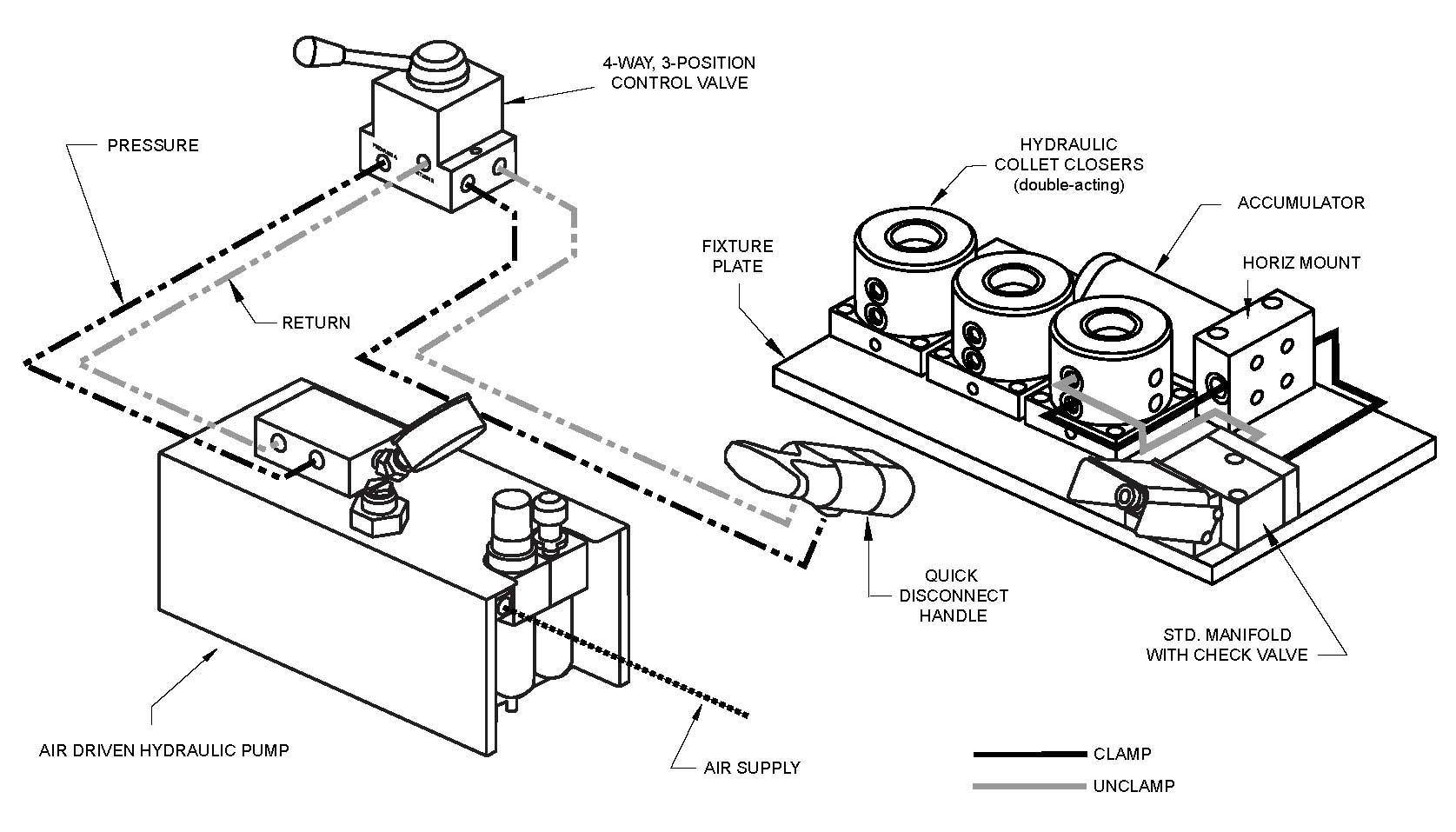
Designed for use in stationary applications on machine tools or assembly pallets, Flex-Grip collet closers use Hardinge Flex-C collet heads or other brands of vulcanized collets to maintain a parallel grip on non-uniform parts, minimizing stock push back and draw-bar force. The system facilitates quick setup with automatic part centering and collet changes in seconds using a manual collet compression tool (see Example 7).
Flex-Grip collet closers can be used horizontally or vertically on machine tables, fixture plates, trunion tables and tombstone fixtures, singly or ganged together. They use a through-hole, double-acting, fixed-length design to accept long parts through the body of the closer.
Two sizes with heights of just 70 mm (2.75 in) and 80.5 mm (3.17 in) accommodate 42 mm (1.65 in) or 65 mm (2.55 in) diameter collet heads to handle a part diameter range of 5 mm (.19 in) to 65 mm (2.55 in). The low-profile design gives more Z-axis clearance to accommodate a wider range of part sizes.
The units are hydraulically actuated, requiring pressure to open or close, while holding the collet and part securely in a fixed position. Maximum input pressure is 2,000 psi.
Collet heads are available in round smooth, round serrated, hex serrated, square smooth and emergency styles. The vulcanized one-piece design prevents chips from entering the collet and spindle, while the rubber’s elasticity accommodates repeated open/close cycles to make the system ideal for quick-change applications. The Flex-C collet heads are guaranteed to a concentricity of 0.005 mm (0.0002 in) TIR.
Lexair is an authorized distributor of Hardinge Flex-C collet heads and can custom design single or multi-unit workholding systems utilizing Flex-Grip closers and vulcanized collet heads.
Lexair, Inc. 2025 Mercer Road, Lexington, KY 40511-1018, 859-255-5001, Fax: 859-255-6656, www.lexairinc.com.
HIGH PRECISION HYDRAULIC CHUCK
The recent launch of the CoroChuck 930, a high precision hydraulic chuck from Sandvik Coromant (Fair Lawn, NJ), brings secure tooling performance to milling and drilling operations. CoroChuck 930 is perfect for meeting the demands of high run out precision, and extensive tests have shown it to provide the best pull-out security available.
http://youtu.be/yk49yzwx5UM
Fulcrum technology is the secret behind the high precision and pull-out security is in the optimized design of the brazed membrane, which allows for maximum secure clamping with two supports on each side (fulcrums). This design ensures excellent torque transmission to improve the performance of solid carbide end mills, drills and reaming tools.
This performance is repeated over multiple clamping cycles to retain high quality component surfaces and extend tool life. Additionally, the CoroChuck 930 is designed with dampening features that minimize vibrations during the machining process.
Based on a hydraulic tool clamping system, the CoroChuck 930 can be quickly tightened or released with a dedicated torque wrench, improving efficiency through quick and easy set-ups and changes. No external equipment is required to clamp or unclamp the system. The chuck holds tolerances within microns to improve tool precision, surface finish and productivity.
The precision run-out can be measured at CoroChuck 930 is suitable for all types of machine tools that either have a rotating spindle or workpiece; lathes, multi-task machines, machining centers and driven tools in turning centers, and vertical turning lathes. Available in pencil, slender and heavy duty design, CoroChuck 930 is balanced according to DIN 69888.
Sandvik Coromant USA, 1702 Nevins Road, PO Box 428, Fair Lawn, NJ 07410-0428, 201-794-5000, Fax: 201-794-5257, www.sandvik.coromant.com/productnews.
Subscribe to learn the latest in manufacturing.


Industry News







