


Hard Turning on a Magnetic Chuck
Green or hard turning on a magnet is becoming more accepted as an alternative for lathe chucking, particularly for rings which are vulnerable to deflection.
Posted: March 26, 2013



The manufacturing industry is familiar with magnetic chucks for grinding operations. The magnetic chuck, however, changed with the evolution of permanent-electro magnetic technology that introduced magnetic clamping mainly for milling operations. These newer chucks have proven to be safer and more powerful with predictable and consistent clamping forces.
Ed Kroliczak, the head of sales and marketing at DocMagnet Inc. (Raleigh, NC) states that “green or hard turning on a magnet has also evolved and become more accepted as an alternative method for lathe chucking, and particularly for rings which are vulnerable to deflection. Both the OD and ID are exposed to the cutting tool in the same operation enabling shorter downtimes.”
The illustration in Figure 2 shows a steel ring nominally 20 in OD x 16.5 in ID x 2 in thick. The material is pre-hardened alloy steel (4140, for example) and the surface condition although un-machined is relatively flat. If the material were in a rough or not flat condition then, through the use of top tooling or self-shimming pole extensions, the part could be clamped magnetically. Fixed pole extensions are utilized making the magnetic contact area quite small, but gives the machine tool clearance for OD, ID and Face machining in a single operation.
Michael Gaunce, a senior design engineer at DocMagnet, explains that “allowing for a suitable safety factor, this magnetic workholding set-up will comfortably withstand a 0.200 in (~5 mm) depth of cut at 0.020 in (0.5 mm) feed per revolution to all three areas of the ring.”
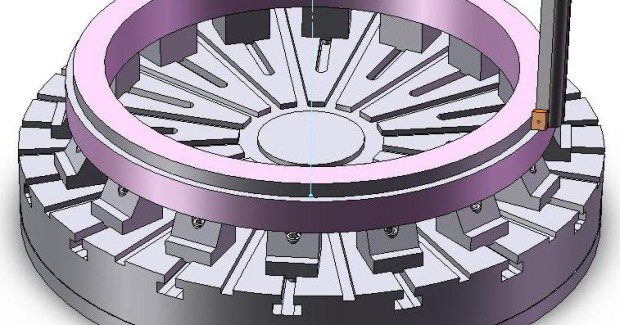
Figure 1 shows a hardened ring on a magnetic chuck that underwent a similar process and has a demagnetizing cycle for easy workpiece removal. As a general rule, when the workpiece gets bigger and the contact area increases, the holding force generated by the magnetic chuck also increases.
Everything revolves around the workpiece and, depending on the area in contact with the magnetic surface, the clamp forces generated by today’s permanent-electro magnetic chucks can often out-perform conventional workholding.
DocMagnet Inc., 6220-100 Angus Drive, Raleigh, NC 27617, 919-788-7999, [email protected], www.docmagnet.com.
Subscribe to learn the latest in manufacturing.


Industry News







