


Work Cells Reduce Run Times on Aluminum Impellers by 20 Percent
Turbocam competes in the challenging aerospace, automotive and medical parts markets by using automated work cells with Chiron five-axis machining centers that are equipped with flexible controls from Siemens, open architecture and specialized functions to reduce cycle times and costs in machining and material handling.
Posted: November 5, 2012






Rob Bujeaud, the vice president of manufacturing for Turbocam, Inc. (Barrington, NH) and its high-production division Turbocam Automated Production Systems (TAPS), remembers how the company began with five-axis machining right from the start.
“We perceived a market need for this type of service, where we could offer customers a complete turnkey package from engineering to application, software to machining programs, prototype to production runs, on a variety of complex parts,” he recalls. “We began with a single machine and a vision in 1985. We believed that with ongoing integrity, investment and innovation, we could be successful in the market for the long run. Now we make that scenario happen every day for our aerospace, automotive and commercial business partners.”
Turbocam operates facilities in Barrington and, since the fall of 2006, neighboring Dover that process a variety of aerospace, automotive and medical grade materials, including aluminum, magnesium, nickel-based alloys, titanium, 304, 416, 17-4 and 15-5 stainless, HP1318 surgical and various tool steels, as well as Plexiglass impellers for the medical industry.
Prototype and production work is performed on a variety of the machine tool industry’s premier multi-axis machining centers, as well as work cells created by the engineering staff that is headed by engineering manager Andrew Hussey.
Both plants focus their five-axis machining work on impellers, blades, blisks (bladed disks) and other mechanical components used in turbine engines, diesel engines, turbochargers, aerospace and power generation equipment, as well as medical devices such as heart pumps. The TAPS group does high-production runs, primarily aimed at the automotive sector, with similar work products.
The Barrington facility houses the work cells of TAPS, each containing twin five-axis Chiron FZ08KSM machining centers that are fed by 250-workpiece capacity carousels and an ABB articulating robot. These work cells produce Type 2618 aluminum impellers for a diesel engine turbocharger.
“Aluminum stock is turned on CNC lathes and then loaded onto the carousels,” says Hussey as he reviews the basic steps of the machining process. “A Siemens SINUMERIK 840D CNC onboard the machining centers interfaces through our Profibus network to the robot controller and the carousel to maintain the workpiece load/unload cycles on the machines. Each robot handles two Chiron machines for virtually non-stop production, where the cells are programmed to run in fully unattended mode.”
“We’d put our productivity curves up against any shop in the country,” smiles Hussey, with considerable satisfaction. “A large part of the success at TAPS can be attributed to the speed, accuracy, control and automation of these work cells, driven by the machining centers.”
The SINUMERIK 840D CNC system offers a wide range of specialized functions for milling, drilling, turning, grinding and materials handling technologies. Its open architecture is said to increase productivity on the manufacturing floor, especially in the challenging segments of high-speed and five-axis machining.
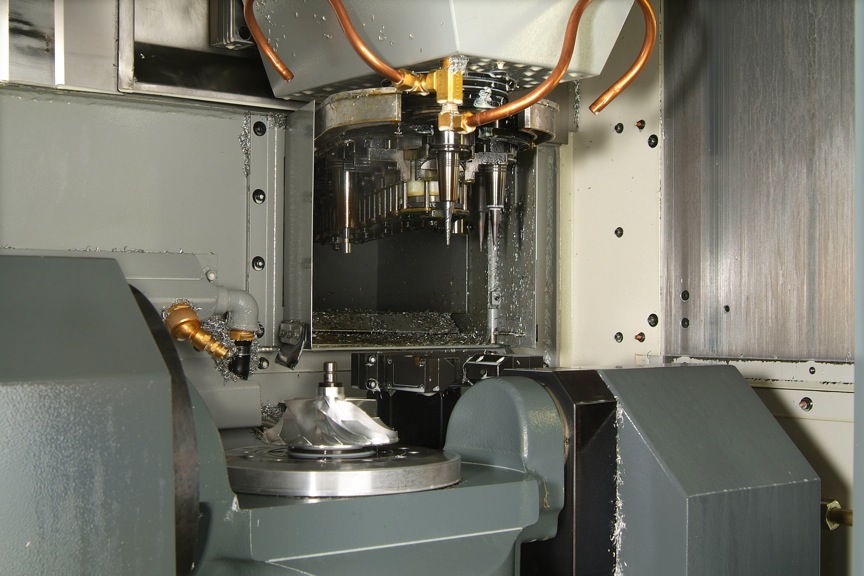
The FZ08KSM machining center used in this application features a small 2.3 sq m footprint, fast chip-to-chip time of 1.9 sec or less, rapid feed rate of 75 m/min, acceleration up to 2g, typical spindle rate up to 27,000 rpm, tool changes in 0.8 sec and, in this application, a two-axis NC rotary/tilt table – an ideal combination for the aluminum workpieces processed at TAPS, according to Hussey.
The impellers that are run on these work cells measure approximately 4 in diameter by 4 in high and they load/unload at the rotary table fixture via robot. Many passes are required to machine the impeller blades, so the speeds of the spindle, toolchanger and rotary table are all critical for optimum cycle time.
Hussey noted the advantages of using the SINUMERIK 840D CNC with a SIMODRIVE 611U drive package in this process. “The high speeds and five-axis movement can create non-linear machine motion that effects the accuracy of the cutting and the CNC/drive combination helps to smooth out those kinematics. This is an area where the CAMplete TruePath software compensates for non-linear machine motions.”
TruePath™ does this by taking the APT or CL data and the native CAM data (such as MasterCAM .nci and OpenMind .pof) and creates the CAM program, compensating tool path and communicating design intent in a manner comparable to a typical post-processor, with the added advantage of factoring the machine motions into the sequence.
According to the developer, CAMplete Solutions, Inc. (Waterloo, ON), it provides everything needed to modify, analyze, optimize, simulate and post-process five-axis tool paths in a seamless five-view 3D environment. Tool path editing, vectoring, vector modification to avoid collision and machine over travel monitoring help to further reduce the time to first part.
While the actual run time per cycle is proprietary between TAPS and its customer, a diesel engine builder, Hussey points out that the reduction in run time exceeded 20 percent compared to the production method and machines previously utilized for this application.
“We track the production on every machine in the facility and compare the output by machine, by cell and by product produced,” he explains. “Since the materials we run vary considerably, it’s critical that we maintain these data to facilitate the proper selection of machines for target projects. In the case of these impellers, we knew the FZ08KSM machining centers that we first saw demonstrated at different trade shows were the answer, compared to other five-axis vertical milling centers on the market and even those brands in our shop.”
Despite the speeds involved, typical tolerances are better than ±0.002 in. The vibration monitors, spindle accelerometers and laser position detectors onboard the machining centers further aid in maintaining the extremely high accuracy on these complex milled parts.
A custom washdown kit is installed on each machine, as the intricacies of the part make a total elimination of chip migration essential for process integrity. The Siemens 840D with onboard ePS network server monitors tool wear and overall machine maintenance, with wi-fi email capability directly from the controller to Chiron America in North Carolina and to the German factory of the machine tool builder.
Parts are checked on an in-house five-axis coordinate measuring machine at TAPS before they are released to the customer. As a unique collateral benefit to the work cell design at TAPS, there are heat exchangers on the fluid processing system that feed into evaporative coolers outside the building. The captured energy is also used to heat the walkways during the cold New England winters. The entire design and engineering work on this system was achieved by company personnel.
Regarding the overall operation of the machine controls, Hussey says his operators and application engineers like the speed and the flexibility of the SINUMERIK 840D CNC, even compared to other brands in the shop.
He further notes that the open architecture of the CNCs onboard the machining centers make them extremely adaptable to changes, auxiliary equipment add-ons and the attendant monitoring/tracking of data required thereby. “The CNC has a great ability to process data and remain flexible enough to accommodate our various automation set-ups. In conjunction with the Chiron machine technology, we’re getting the best possible combination available for this application.”
Hussey and Bujeaud detail how a typical job flows through the TAPS engineering department. “We take the design data, PRO-E model or IGES file, then create our engineering model. We rarely get a machinable model from our customer, unless we’ve created it at our parent company (Turbocam). We analyze the customer model to determine the proper surface integrity and curvature to reduce surface deviation, designing the three-axis tool path, as well as the two-axis rotary table movements.”
Tool path placement is the result of the TruePath software and internal Turbocam coding. “With this ‘clean data,’ we determine the tool position and tool axis vectors in an APT format with XYZ positions in 3D space. The approaches and retracts are automatically determined in the TruePath software, which is a real time saver,” adds Hussy and Bujeaud. “We are able to do the first runout on the actual production machine much sooner than in the past and with much more predictable results. We’re even able to simulate the execution of the program on different materials, using our existing performance databases.”
The transformation orientation (TRAORI) feature of the SINUMERIK 840D gives them great control over the entire process because it is based on workpiece orientation rather than tool position in a predetermined program. This results in a more consistent finish and less chatter on the surface of the material, an absolutely critical factor in these turbocharger components.
Both Hussey and Bujeaud cite the onsite training and update seminars provided by Chiron and Siemens as factors in determining their selection as vendors on this project.
Editor’s note: Rob Bujeaud and Andrew Hussey of Turbocam/TAPS, Karamarie Gerbracht and Marty Demers of Chiron America, and Jim Rodgers of Siemens Machine Tool Business contributed to this article.
Chiron America, 10950 Withers Cove Park Drive, Charlotte, NC 28278, 704-587-6648, Fax: 704-587-0485, www.chironamerica.com.
Turbocam, Inc., 288 Route 125, Barrington, NH 03825, 603-664-6740, Fax: 603-664-6742, www.turbocam.com.
Siemens Industry, Inc., Drive Technologies, Motion Control – Machine Tool Business, 390 Kent Avenue, Elk Grove Village, IL 60007, 847-640-1595, Fax: 847-437-0784, www.SiemensCNC.com.
Subscribe to learn the latest in manufacturing.


Industry News



Calendar & Events
Wisconsin Manufacturing and Technology Show
Midwest Design-2-Part Show




