


Multi-Tasking Sharpens Turbine Blade Machining Output
Take It To The Next Level: Combining machining processes and operations inside a single work envelope to improve part quality and reduce labor content in that part is making multi-tasking automation more popular with shops in the turbine blade machining arena.
Posted: November 5, 2012
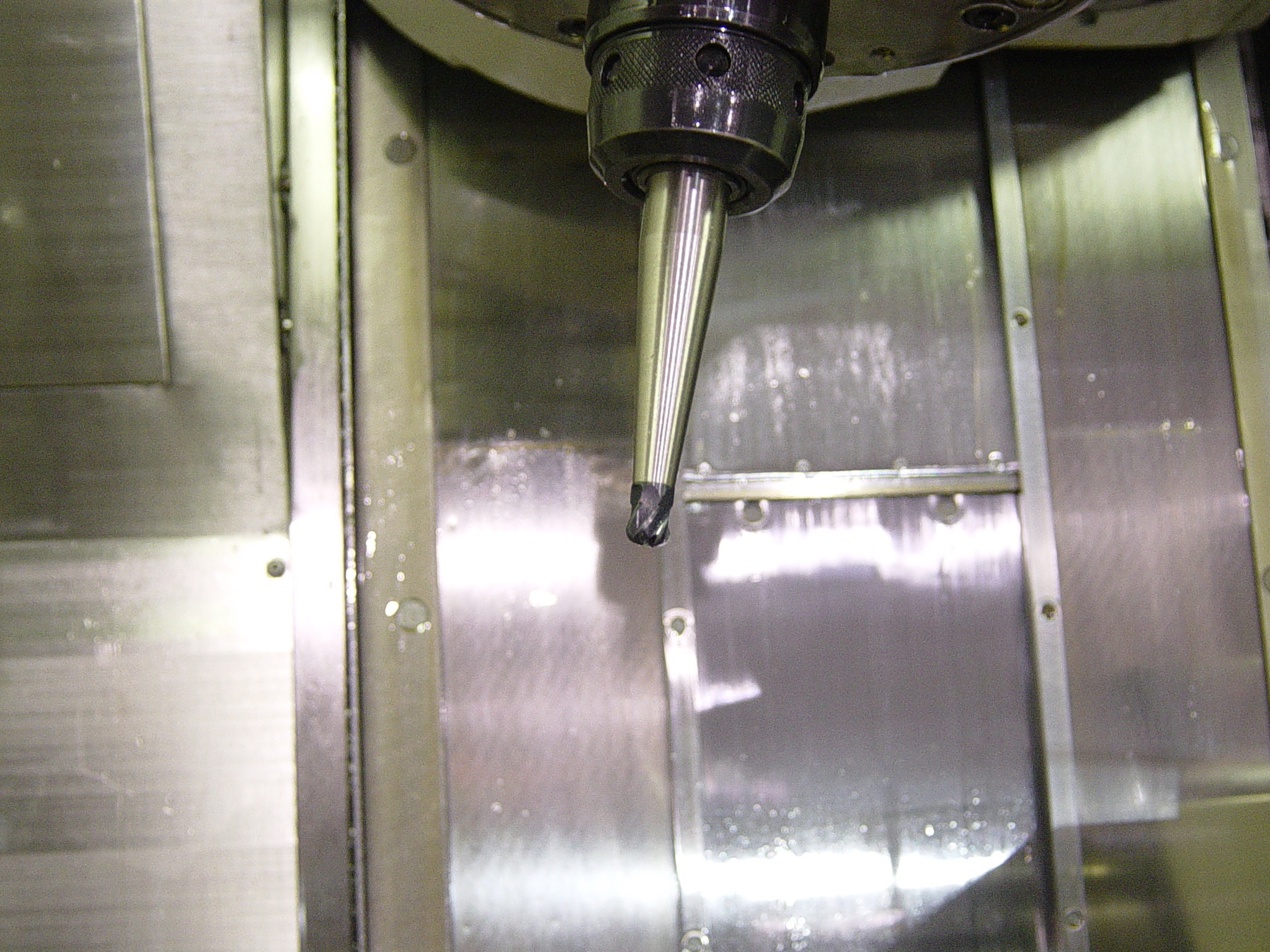


Cutting these challenging blade features using a 3-axis machine with fourth-axis rotary approach can restrict how much a cutting tool can be oriented around a blade’s contour. This, in turn, can limit the types of cutters that can be used to basically just ball nose end mills, which make it tough to maintain surface quality. Conversely, 5-axis multi-tasking machines give shops the capability to use ball nose and bull nose endmills for blade machining. Bull nose cutters, which feature flat ends, but with a generous corner radius, allow for a greater step over while still maintaining cusp height.
For instance, assume the shop needs to hold a cusp height of 0.0003 in. To do so will require a step over of about 0.020 in for that height when using a .375 in diameter ball nose cutter. Running a .375 in diameter bull nose cutter with a .0625 in corner radius on a 5-axis multi-tasking machine will achieve that same required cusp height, but provide 0.030 in step over. The greater the step over, the shorter the part machining cycle time.
5-axis multi-tasking machines accomplish this by keeping the cutting tools in normal orientations throughout the blade’s entire varying and twisting contour. No matter how much a blade geometry changes, the cutting tool tangency point is kept constant with the blade surface, resulting in constant chip loads for longer tool life and better surface finishes.
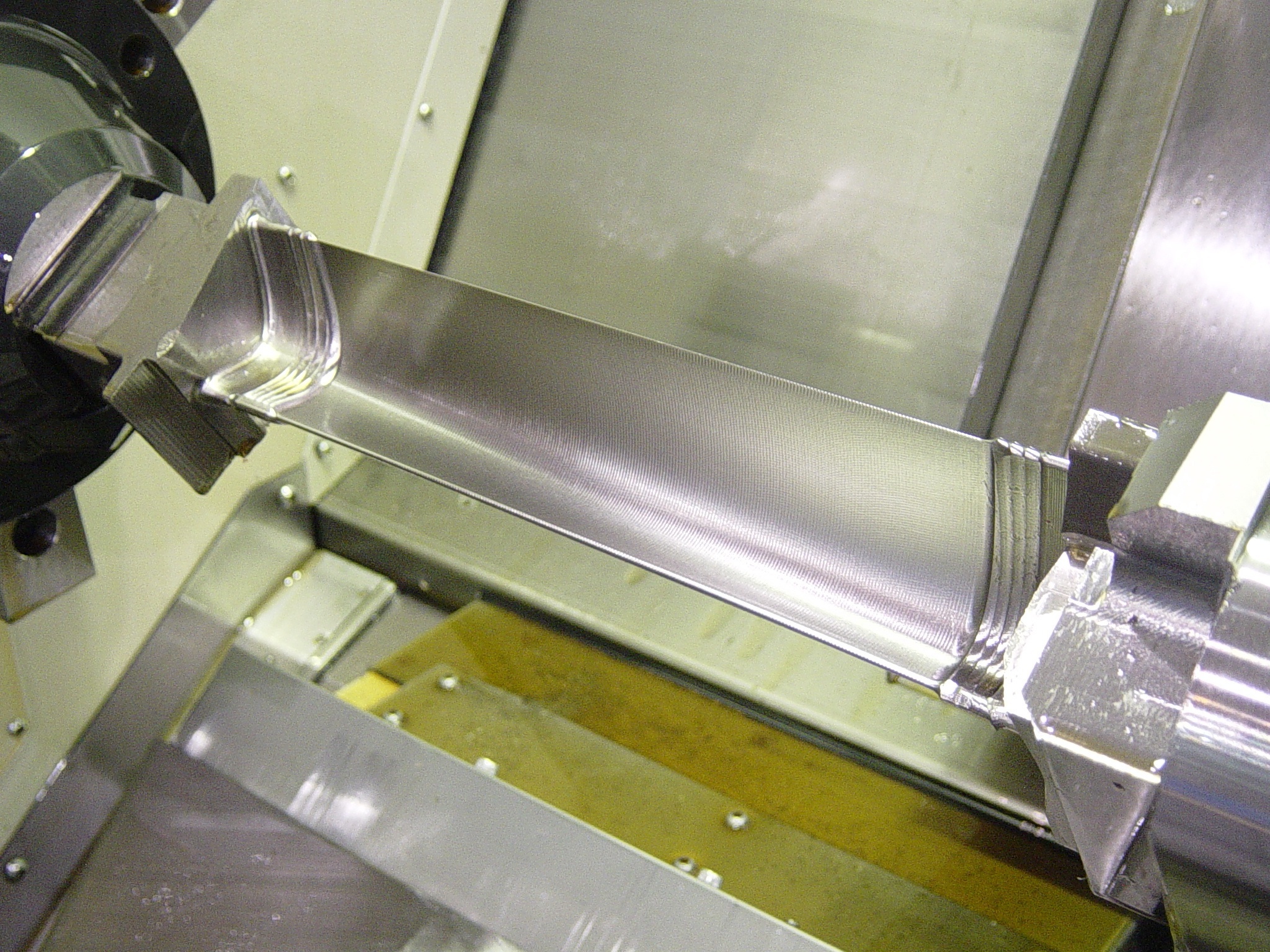
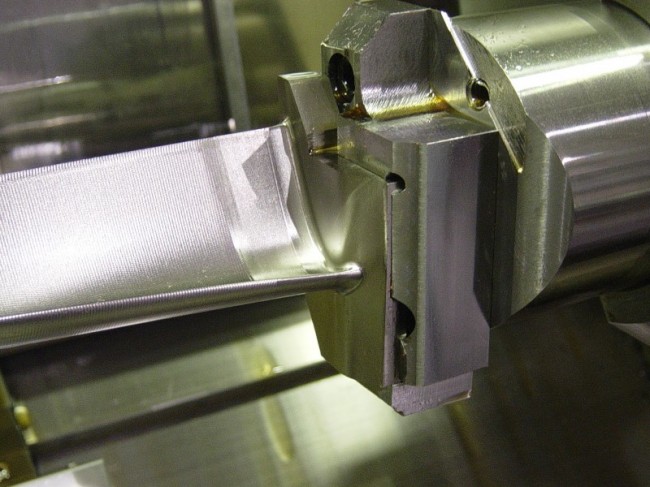
Shops using 5-axis multi-tasking machines for turbine blades also gain the benefit of using more of a tool’s cutting surfaces – sides and ends. Tools can tilt to be kept in the upright position for one cutter surface, and then tilted differently for using another cutting surface. For example, shops can use the side of a tapered ball nose to profile the edge of a blade’s platform surface in less time than if it was surface milled with a cylindrical ball nose cutter on a 3-axis machine with fourth-axis rotary. The 5-axis multi-tasking machine allows the sides of the tapered ball nose to follow the platform surface. Tapered ball nose cutters offer greater strength over cylindrical ball nose cutters.
The complex geometries of turbine blades require highly controlled tool movements/vectors. This controlled tool maneuvering starts with a shop’s CAM system that allows tools to be oriented in particular positions as they navigate or orbit across the blade’s geometry. Shops that acquire 5-axis multi-tasking machines must have capable CAD/CAM systems in place to handle 5-axis programming, as well as a capable machine control.
The Matrix CNC control, for example, is one that makes for seamless 5-axis programming by readily working in conjunction with all major CAD/CAM systems. This control allows shops that are machining turbine blades to make offsets, both in length and diameter, in five axes. Its Tool Radius Compensation for 5-Axis Machining function offsets the tool by calculating the offset vector perpendicular to the tool axis. This function evaluates the changes in workpiece and tool directions that occur with the B-axis and C-axis machine movements. Shops benefit by reducing machine set up times because no program editing is required when the tool diameter is changed.
Hardware advances in the Matrix CNC control include powerful internal computing speed to support 16 million pulse encoders on each linear axis for sub-micron resolution and new servo control technology that minimizes vibration. Powering these advances is a 64-bit, twin-engine CPU that reduces cycle times for machining complex surfaces up to half versus the company’s previous CNC control. Innovative software capabilities make this control easier and safer to program and operate. A unique Voice Advisor verbally informs operators of safety alarms and switch settings in manual operation. Enhanced Visual Machining creates crisp 3D simulations to aid the operator in identifying and correcting any interference conditions and running part program cycle simulations while the machine is operating.
Shops will discover how intelligent software functionality has been developed to push the envelope further for reliable and precise 5-axis machine performance. For example, Active Vibration Control uses extensive look-ahead technology from the Matrix CNC control to optimize the servo acceleration and deceleration values in anticipation of rapid changes in direction – a function most beneficial in turbine blade machining. This intelligent function delivers smoother finishes, better accuracy, and longer tool life.
Post processors are just as important for machining turbine blades on 5-axis multi-tasking machines. The systems must be capable of outputting the proper code. It is one thing to have a CAD/CAM system that can drive the cutting tool, but it is equally important to have a post processor that can interpret the CAD/CAM data into a G-code program.
All of these advances in multi-tasking automation technology add up to one conclusion: The sun is setting on traditional shops that continue to machine turbine blades with 3-axis vertical machining centers equipped with fourth-axis rotary table attachments. That day is done. The time is fast approaching when they simply will no longer be able to compete.
Subscribe to learn the latest in manufacturing.

Industry News







