


Multi-Tasking Sharpens Turbine Blade Machining Output
Take It To The Next Level: Combining machining processes and operations inside a single work envelope to improve part quality and reduce labor content in that part is making multi-tasking automation more popular with shops in the turbine blade machining arena.
Posted: November 5, 2012


It is safe to say that most shops involved in machining jet engine turbine blades are quite experienced and comfortable with the processes involved. Many of these facilities house traditional shops that continue to machine turbine blades with 3-axis vertical machining centers equipped with fourth-axis rotary table attachments. These shops often seek ways to further reduce machining cycle times and increase throughput while still maintaining the stringent surface finish and accuracy requirements for turbine blades.
To remain competitive, sooner or later these shops must adopt multi-tasking technology that automates mainstream machining by combining processes and operations inside a single machining envelope to reduce labor content in a part. This is the reason why 5-axis multi-tasking machines are becoming more popular in the turbine blade-machining arena: they not only improve the process, they also provide the added benefit of being able to do turning work with the same machine. Because few shops have work that is limited to just turbine blades, multitasking machines allow them to expand beyond only processing prismatic parts, which is the limitation of 3-axis vertical machining centers using rotary attachments.
But here’s the catch: The competitive opportunities created by multi-tasking are seemingly endless. In fact, they can overwhelm a shop that wants to effectively exploit this technology with machinery that is economically correct for its applications. For this reason, Mazak Corporation (Florence, KY) developed an evaluation matrix (or system of levels) called the Five Levels of Multi-Tasking that helps shops easily and effectively match the proper machine tool to their specific range of parts and their required machining processes.
This matrix simplifies option complexity by streamlining the machine-selection process. It organizes the full range of Mazak multi-tasking machines based upon their functionality, their capabilities, the types of workpieces and the production volumes for which they are best suited. Each level represents a progression in machine capability and complexity of application. Collectively, the five levels encompass small-to-large machines providing simple-to-complex functionality in applications ranging from prototyping to high-volume production.
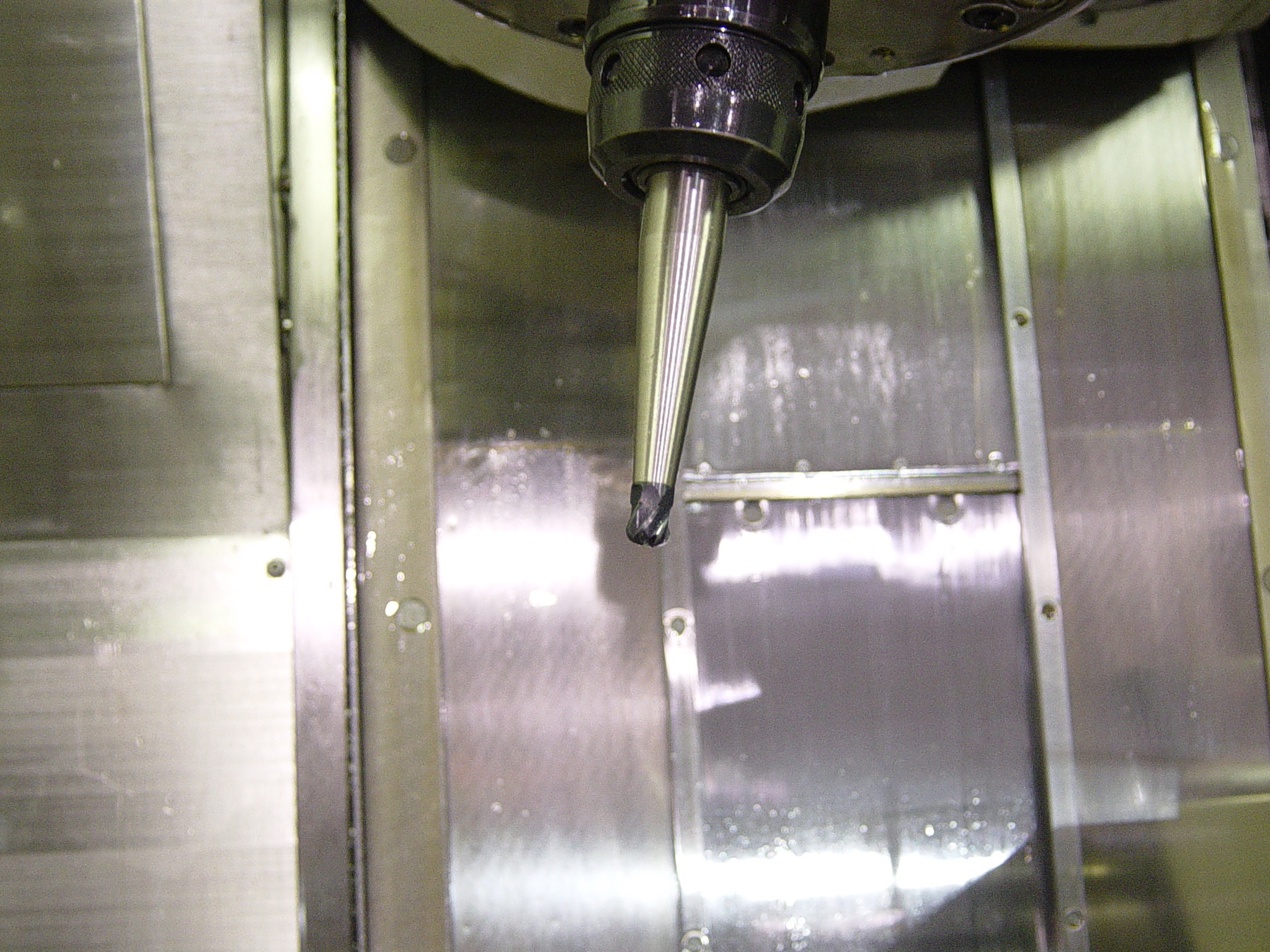
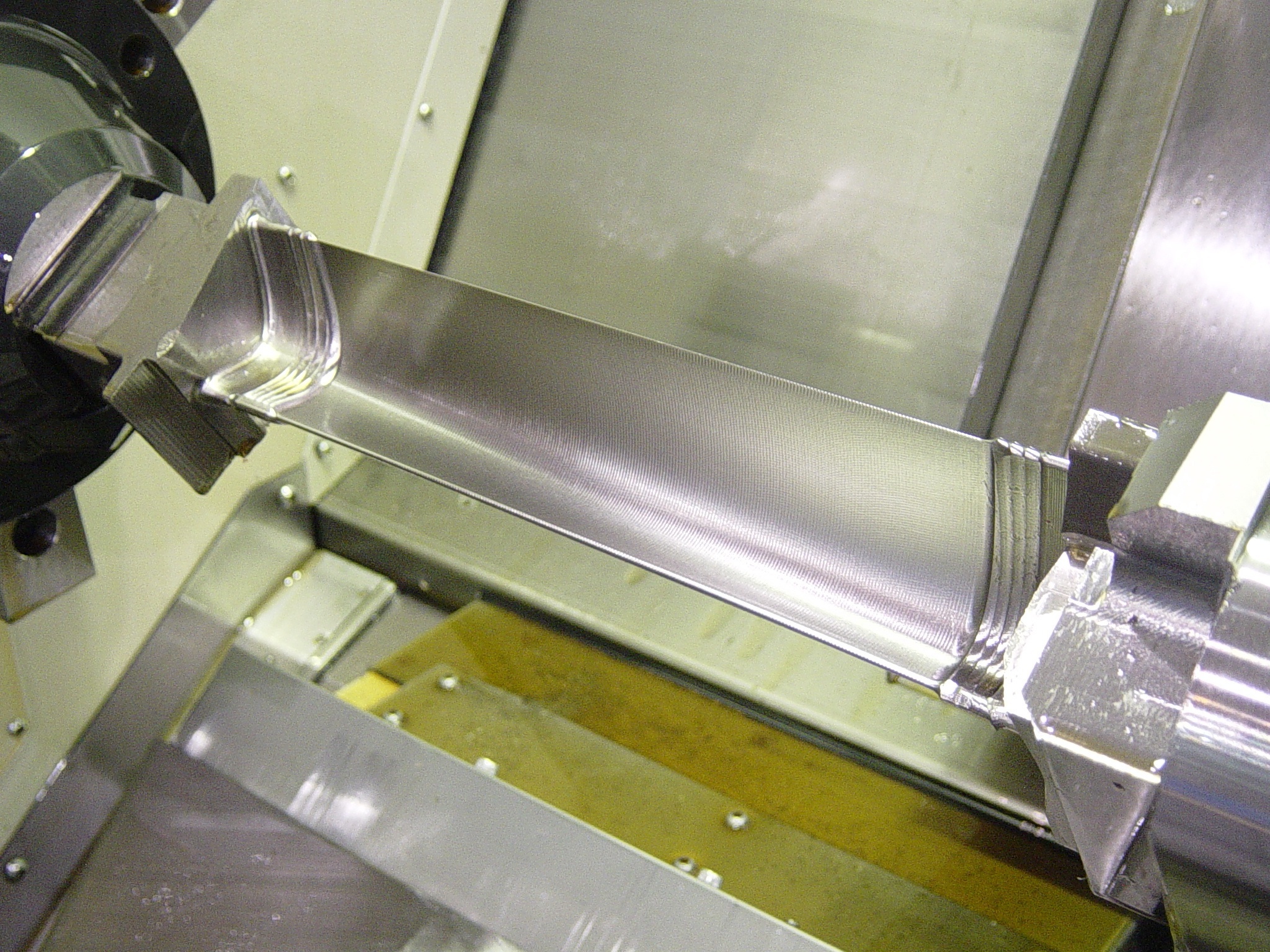
Here’s how it works. Assume a shop is evaluating an application specific to turbine blade machining and discovers that multi-tasking machines improve the process by providing synchronized workholding that is driven at both blade ends. Furthermore, they learn that simultaneous 5-axis contouring gives shops the option to run either bull or ball nose cutters to reduce machining cycle times and the ability to maintain constant chip loads along a the entire complex geometry of a blade for improved surface finishes. Multi-tasking machines with twin turning spindles allow shops to grip turbine blades at both ends.
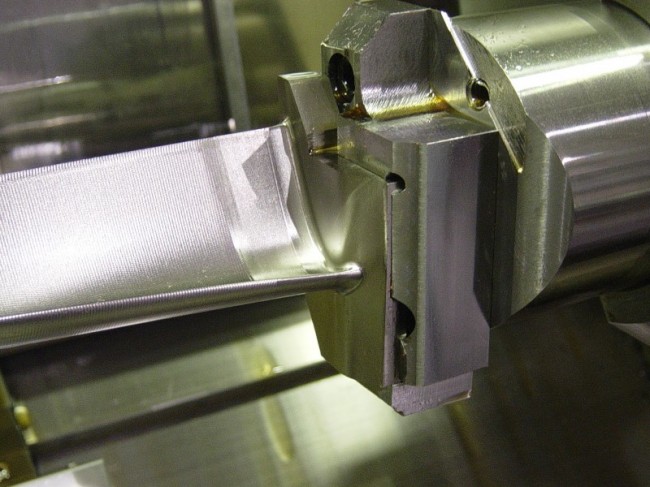
More importantly, the shop learns they can drive both of those ends/machine spindles in synchronized motion, as opposed to just one driven spindle and a second one that is idle or serves as some sort of neutral workholding device. Dual-driven workholding is especially beneficial when machining blades with extremely thin cross sections or those that are longer than usual. When long or thin blades are driven at only one end and held at the opposite end with an idle spindle or workholding device, there is a high risk of the blade twisting due to machining forces. Driving from both ends makes for more blade stability and no twisting.
From the Five Levels, the shop determines it can use the twin spindles on an Integrex 5-axis multi-tasking machine to chuck onto fixtures that would then grip blades at opposite ends. Or, as another alternative, the two machine spindle chucks could be removed and fixtures would be mounted onto the two spindle noses. Both the main and secondary spindles on the Integrex 5-axis machine tool deliver the same horsepower and speed. Specially designed C-axis drive systems provide exact indexing increments as well as superior accuracy in contour machining applications, such as those with turbine blade machining.
During its evaluation, the shop finds that the types of functions described in this turbine blade machining application are classified as the Fourth Level of the matrix, which involves full, simultaneous 5-axis machining with an emphasis on automation for machining complex parts. The shop can quickly narrow its equipment selection to the three multi-tasking machine tool families in Level Four: the Integrex I-Series, the Integrex E-Horizontal Series, and the Integrex E-Vertical Series. All of these multi-tasking machines not only handle the complex geometries of turbine blades, but also the “twists” running the length of their profiles. As the evaluation of this equipment continues, a new world of competitive opportunities will be unveiled for the shop.
Adding to the machining challenge, for example, turbine blades can also have extremely small leading and trailing edge radii and very slight fillets where the blade transitions into what is known as the “platform.” Platforms are the sections that attach a blade to a rotating turbine shaft. Surface finish is just as critical as machining accuracy is with turbine blades. There can be no gouges or cutter marks that could cause stress in the blade. Stress, in turn, can lead to micro cracks, then possible part failure in operation as the blades spin at incredible high rpm. The key to superior blade surface finishes is consistent and controlled cutter movement.
Subscribe to learn the latest in manufacturing.


Industry News







