


Adaptive Control – And All the Ways It Can Help
The Goal is Always the Specified Dimension: Using automatic feedrate compensation, parts can be made to the same spec more often and with greater precision by the systematic CNC measurement of the drives on a milling, turning or turn-mill machine tool.
Posted: June 6, 2012


With today’s digital drives, the CNC on your milling, turning or multi-tasking machines can monitor the speeds, loads, amp draws and more. Then, with available third-party software and, if needed, hardware such as various load cells, probes, torque monitors and sensors, it’s now possible to achieve full adaptive control over the entire cutting cycle.
What this means, in a sentence, is that the machine tool monitors all cutting conditions and adapts the speeds and feeds in a decidedly nonlinear fashion, to accommodate for all current cutting conditions and tooling, essentially reaching the same goal through different routes.
The upsides are many. Less tool breakage, fewer crashes, longer tool life, improved part quality, increased number of parts produced between tool replacements, reduced time to finish the run, less scrap – and more money.
Some machine builders offer this adaptive control feature as a standard function. Traditionally, such functionality came with a big price tag and only the large OE machining departments and Tier One vendors were able to incorporate it into their machining strategies. That is not, I repeat, NOT the case anymore. Many machine builders work with their CNC supplier and certified vendors (to protect warranty conditions) and offer this service at a price suitable for the mid-sized shop and lower Tier suppliers to aerospace, automotive and medical, as well as production machine shops in other markets.
When you need to make the long runs of identical or nearly identical parts, adaptive control on your machines can pay off in a very short time and in a very big way. Reductions in cycle time of five percent or more are typical, while this intelligent feedrate control for compensating tool loads also accommodates for variations in cast and forged parts, variations in material hardness and grain structure, contours on varying cutting depth or uneven surfaces, hard-to-machine materials and more. Once again, the endgame here is to achieve consistent and faster part production, albeit through various program adjustments.
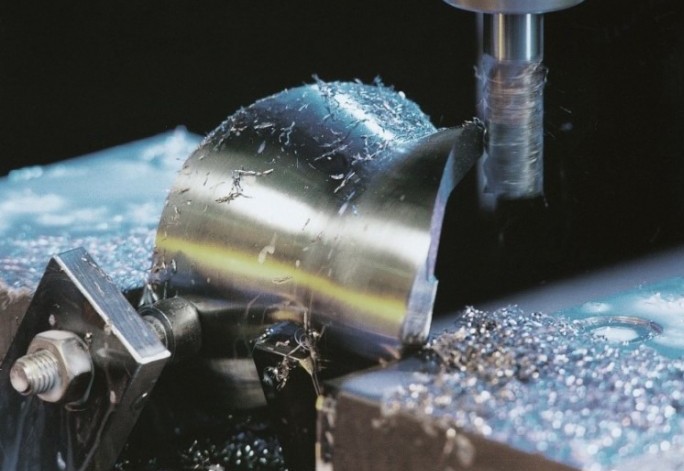
From the load values measured on the tool, adaptive control computes the ideal feedrate for the current cutting conditions and increases or decreases the feedrate accordingly. It should be noted the spindle load is always set to an optimum 100 percent, as this not only saves time and significantly reduces the number of workpieces processed between tool sharpening, but also protects tools against overload.
Operators can be taught how to use adaptive controls in a short time, as the CNCs have learning screens for that exact purpose. A big factor is the nature of the drives on your machines. Full digital signal processor (DSP)-controlled drives allow all the real-time data to be captured, analyzed and translated into adaptive actions instantly by the programmable logic controller (PLC) on the CNC. The goal is always the specified dimension.
Talk to your machine builders, dealers, CNC supplier (or me) about adaptive control and learn all it can mean to your shop and its productivity.
Subscribe to learn the latest in manufacturing.


Industry News







