


Resistance Spot Welding of Aluminum Moves to Production Line
Georg Fischer Automotive uses an innovative resistance spot-welding process from Fronius to join die-cast aluminium parts in the vehicle door-frame on the Porsche Panamera.
Posted: May 16, 2012







Automobile industry supplier Georg Fischer Automotive (Altenmarkt, Austria) has deployed an innovative version of a highly productive resistance spot welding process to weld joins on the door frames of the Porsche Panamera. Delta Spot has allowed the car-making specialists at GFA’s Austrian plant to overcome the cost/efficiency barriers and technical quality limitations that had always held back the use of conventional spot-welding for joining aluminium.
The history of Georg Fischer goes all the way back to 1802. Right from the firm’s earliest days, metal castings were one of its core competences. This global-playing enterprise has long been known as a pioneering user of innovative technologies. With 12 production locations and a worldwide workforce of 5,500 employees, GF Automotive posted 2010 revenues of 1.12 billion euros. The Altenmarkt plant has been part of the company since 1999 and specializes in structural components such as strut brackets and doors for the ‘body-in-white’ stage.
Around 600 people are employed in Altenmarkt, benefiting the company with their R&D expertise and widely acclaimed know-how in pressure die-casting, especially of aluminium and magnesium. At the heart of the process is a solution from Fronius International (Pettenbach, Austria) that is based on spooling process tapes. The users at GFA report here on the objectives, the history, the special features and the benefits of their project, and on the prospects it holds out.
http://youtu.be/wKILmccfBq8
BACKGROUND TO THE DECISION
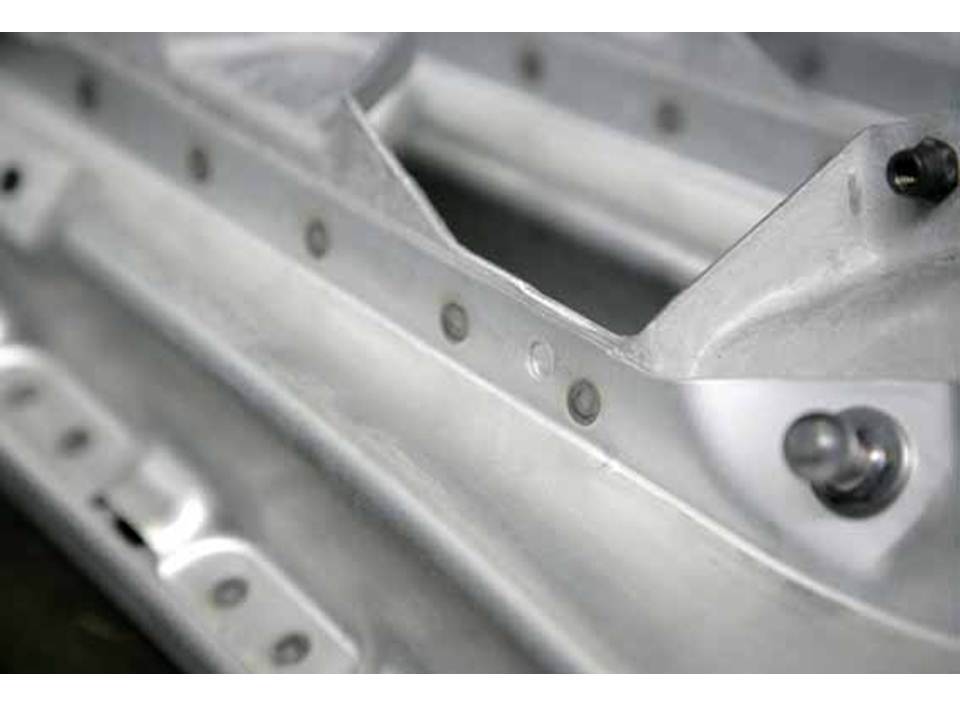
A 2 mm thick aluminium stiffening plate must be joined onto the approximately 3 mm thick frames of the four die-cast aluminium doors of the Porsche Panamera. This stiffening plate is made of an aluminium alloy. Alois Edtbauer, a toolmaker and foundryman who now works as a specialist buyer for foundry equipment and materials that GFA uses in Altenmarkt, explains the main outlines of the project.
“In order to explore our production engineering options, we looked at a number of joining processes to determine their suitability and cost efficiency,” reports Edtbauer. Wolfgang Hintsteiner, the engineer in charge of coatings who is also responsible for the Porsche Panamera doors, adds, “The choice boiled down to conventional resistance spot welding, friction-stir welding, clinching, punch riveting with solid rivets and an adhesive bonding technique combined with a spot-welding process. Then we heard about DeltaSpot, a special resistance spot-welding process that was said to be particularly good at joining aluminium. We got more information about it from the developers at Fronius, and included DeltaSpot in our selection process as well.”
After the first test results, conventional resistance spot welding, riveting, bonding and clinching were all ruled out for production-economic or process-engineering reasons, leaving only two remaining alternatives: friction-stir welding or resistance spot welding with DeltaSpot. The defining feature of this process is a spooling ‘process tape’ that prevents direct contact between the electrode and the workpiece, but mediates this contact indirectly instead.
DELTASPOT: FUNCTIONAL PRINCIPLES AND PRACTICAL UTILITY
A process tape is spooled between the electrode and the workpiece, in the same rhythm as the spot-welding operations. Instead of alloying onto a fixed electrode, the aluminium now alloys onto this tape, which is spooled forward after every spot-weld so that the ‘used’ length of process tape is moved out of the contact zone each time. This means that for every single weld-spot, exactly the same defined conditions apply.
The process tapes prevent any direct contact between the electrode and the workpiece, protecting both of them from soiling, alloying or other workpiece-induced influences. This stabilises the weld process and greatly prolongs the electrode service life. They also improve the contact situation and avoid damaging the surface of the workpiece. The process tape helps to prevent surface spatter, and widens the process window.
Subscribe to learn the latest in manufacturing.


Industry News







