


Robotic Applications for Cladding and Hardfacing
Competitive pressures cause manufacturers to research advancements in hardfacing and cladding for surfacing applications that can reduce wear over 50 percent and increase production throughput over 30 percent. Selecting the method best-suited to a particular application involves balancing cost against performance.
Posted: November 29, 2011





Often, the prime requirement of a metal part is that it has exceptionally good resistance to wear, corrosion, or high temperatures. Rather than make the entire part from an expensive, wear-resistant, corrosion-resistant, or temperature-resistant alloy, it is more economical to make it from ordinary steel and then cover the critical surfaces with a layer of weld metal capable of withstanding the service conditions.
Cladding refers to the process of protecting one metal by bonding a second metal to its surface. Hardfacing, one form of cladding, is for ‘hard surfacing’ operations and is accomplished by applying an alloy that has a higher hardness or a composite of hard particles in a base material that increases the wear resistance of the part. For corrosion and temperature resistance, cladding alloys that do not react to acids or oxidize at high temperatures can be applied. In addition to cladding for improved performance with dissimilar materials, cladding can also be used with similar alloys to repair components.
The economics of cladding are that it extends the life of new or used parts resulting in the benefit of a) fewer parts needed, b) increased operating efficiency, c) less expensive base metal can be used, and therefore d) overall costs are reduced.
New productivity advancements using robotics are prompting manufacturers to examine their operations to lower the cost of cladding. Additionally, changes in regulations pertaining to employee health and safety and environmental responsibility have created an elevated case to consider moving from manual welding and semi-automatic welding, common methods for cladding, to the application of robotics to support the cladding processes.
ROBOTIC TUNGSTEN CARBIDE HARDFACING FOR SEVERE ABRASION RESISTANCE
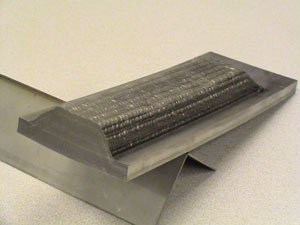
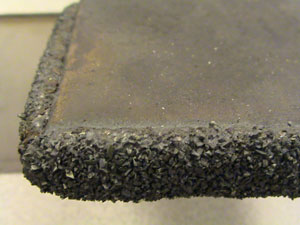
Wear is one of the primary reasons for replacing parts. Tungsten carbide is the hardest and generally the most abrasive-resistant of all hardsurfacing materials. It is, thus, best suited to applications requiring exceptional resistance to abrasion and is commonly used on the surfaces of tools for cutting earth or rock. It is particularly well suited for digging in sandy formations, where a coarse form of tungsten carbide is used so that as the hardsurfacing wears it leaves a rough, fast-cutting edge. Tungsten carbide is also used to protect machine parts that come into contact with severely abrasive materials.
For robotic submerged arc applications, a vibratory carbide feeder is typically mounted above the work zone to drop tungsten carbide crystals into a molten weld pool. This method offers extraordinary automated efficiency in making tungsten carbide deposits for extreme wear resistance on tools found in the construction, agriculture, mining, dredging, and energy and oil industries.
ROBOTIC SUBMERGED ARC HARDFACING APPLICATIONS FOR STEEL MILLS
Any number of processes exist to produce molten metal which can be delivered directly to a continuous caster roll to repair or improve its wear/corrosion resistance. The continuous caster rolls can be used to produce semi-finished steel products such as billets and slabs. Hundreds of caster rolls support and guide the progress of the billet or slab of steel that is produced by the caster.
Types of wear on casters include corrosion, abrasion, plastic deformation, and thermal fatigue and cracking. The welding wire compositions chosen for cladding depend on the exact wear problems encountered.
Highly reliable repairs methods are essential for caster rolls to minimize the need for costly shutdowns and to prevent expensive and potentially dangerous catastrophic failures. A robotic submerged arc system can be integrated with a torch to apply the proper preheat, then deliver tubular metal-cored wires designed for submerged arc welding with neutral fluxes. Using the recommended flux, essentially 100 percent of the alloy, including carbon, is recovered in the weld deposit so that undiluted weld metal composition does not vary with welding conditions. Slag removal is clean and complete, even on hot material, ripple is minimal, and tie-in is smooth on rolls and on flat surfaces.
ROBOTIC HOT WIRE LASER CLADDING APPLICATIONS FOR CORROSION AND WEAR RESISTANCE
Historically, laser cladding has been applied via a ‘laser-powder’ approach, where various types of powders are literally sprayed onto the surface or into the laser beam, with the limitation of low utilization of the powder and low deposition rates. The result was high operational costs. However, the laser cladding process did have lower dilution and heat input so it was good for certain alloys and repair applications.
Today, robotic hybrid laser cladding can be accomplished without an arc and simply uses resistance heating of a filler wire in conjunction with the laser. The laser can be combined with the digital power supply that heats the wire but keeps it from arcing. The result is deposition rates comparable to submerged arc welding but at a lower heat input and dilution rates similar to lasers, with negligible waste.
Robotic hot wire laser cladding can be used not only to repair worn or damaged surface but it can also be used to tailor the surface of a part for improved corrosion or wear resistance.
SUMMARY
Competitive pressures continue to cause manufacturers to research a number of productivity advancements in the application of hardfacing and cladding for surfacing applications. A number of these advancements have been shown to reduce wear by more than 50 percent and increase throughput production by more than 30 percent. Selecting the application method best-suited to a particular application involves balancing cost against performance.
A reputable integrator can evaluate and demonstrate the advantages and limitations of each of these processes on your actual parts to make an informed return-on investment or simple financial payback calculation.
Subscribe to learn the latest in manufacturing.


Industry News







