


Shedding Light on Light Curtains
It is not a difficult engineering challenge to design effective safeguarding for virtually any type of machine. Sergio Aguilar of Omron STI explains how the real challenge is to provide guarding that will deliver high levels of safety while also enabling high productivity and throughput.
Posted: August 5, 2011


It is not a difficult engineering challenge to design effective safeguarding for virtually any type of machine. The real challenge is to provide guarding that will deliver high levels of safety while also enabling high productivity and throughput.
Safety light curtains control access to the potentially dangerous work areas by using infrared light (beams) to create a safety field across the entrance of a machine. When any of the light beams are blocked, the light curtain control circuit sends a stop signal to the guarded machine.
When correctly applied, light curtains provide safe, non-intrusive machine access, protecting people from the hazard and allowing them to easily bring material in and out of the work area. Recent developments and trends in light curtain technology are helping increase the safety mission while further improving productivity and reducing costs.
TRADING OFF RESPONSE TIME AND OBJECT SENSITIVITY
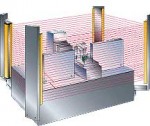
The traditional configuration of light curtains required careful attention to tradeoffs between the depth penetration factor and response time of different light curtains. In Figure 1 nearby, for example, the light curtain on the left yields a smaller depth penetration factor because the individual beams are located closer together as compared with the light curtain on the right. Yet the light curtain on the left also has a longer response time because it takes more time to cycle through the larger number of beams.
Users must calculate the respective minimum safety distances for each of these alternative configurations in order to determine which light curtain can be located closer to the hazard, while detecting entry into the hazardous area in time to stop the machine before the operator’s hand or other body part can reach the hazard. Reducing the safe mounting distance is important because it can increase productivity by providing faster access to the work area and also save money by reducing the amount of floor space occupied by the work cell.
The latest light curtain technology helps achieve both of these objectives because it takes advantage of faster processors and communication buses, in some cases reducing the response time to a constant 15 milliseconds regardless of the number beams. Reducing the response time to a constant value simplifies the sometimes complicated task of needing to determine the exact beam count of your light curtain.
DISTINGUISHING BETWEEN PEOPLE AND MATERIAL
The vast majority of machine guarding applications simply require a light curtain to send a stop signal whenever the safety field is penetrated by an object while the machine is operating. But in other applications it may be necessary for certain objects, such as stock that is being fed into a punch press, to penetrate the light curtain without stopping the machine.
In these cases the fixed blanking feature can be used to disable selected areas in the light curtain’s sensing field by masking off various beams at fixed locations. This approach is used when stationary objects such as tooling, fixtures, conveyors, work tables, etc. continuously obstruct a specific portion of the sensing field. Muting is another common application that temporarily bypasses the protective function of a light curtain. However, muting is permitted only during the nonhazardous portion of the machine cycle.
The latest generation of light curtains has the potential for significant improvements in productivity by taking advantage of the higher processing power of the latest generation of microprocessors. This, in turn, can make a light curtain smarter by giving it the ability to distinguish between people and materials.
A user could program the shape, size and speed of the materials that are automatically transported into and out of the hazardous areas by simply passing them through the light curtain in the teach mode. The light curtain allows materials that conform to the profile to pass through it, but any other objects that pass through causes the light curtain to shut off the machine. This new approach could accommodate a much broader range of flowing materials than the conventional muting technique. It also can reduce system costs because it eliminates much of the hardware that is required such as muting sensors, lamps and switches.
IMPROVING RELIABILITY
Another important development in light curtain technology has been driven by the adoption in 2006 of EN ISO 13849-1 standard “Safety of Machinery – Safety related parts of control systems – Part 1: General principles of design.” This standard enables light curtain manufacturers to more accurately calculate the mean time between failures (MBTF) or mean time to failure (MTTFd) of their design based on the MTTFd of the individual components.
The MTBF of the components will be reviewed by an independent agency, such as TÜV (Cologne, Germany), to ensure their accuracy. Light curtain manufacturers will be able to select combinations of components and easily determine the MTTFd of the entire system. This new approach will enable light curtain manufacturers to improve the reliability of their products by reevaluating their design and the components they use.
ISO 13849-1 is the most important standard for regulating the basic principles and performance required of a safety control system for machines and devices. This standard was greatly revised in November 2006, with the revision expected to cause major changes in the fundamentals of safety system design. (Editor’s Note: Visit www.sti.com for access to a freely downloadable 28-page educational paper that helps explain the content of the revision and its impact on machine builders and users.)
Performance levels are defined in EN ISO 13849-1 to classify different safety-related capacities into their respective categories. The five performance levels represent different average probably values of a failure to danger per hour (see Figure 2). The risk parameters used to assess the risk for each safety function are shown in Figure 3.
The riskograph (see Figure 4) is used to determine the required performance level for each safety function. A required performance level is evaluated in terms of severity of injury (S), frequency and/or exposure to hazard (F) and possibility of avoiding hazard or limiting harm (P). As a result, the required performance level (PLr) ranging from “a” to “e” is determined depending on the scale of risk.
CRITICAL COMPONENTS
The most critical components used in light curtains are infrared light emitting diodes (LEDs) in the transmitter, and photodetectors in the receivers. The life expectancy of these components has steadily improved in recent years. LEDs typically have a MTBF in the range of 100,000 to over 1,000,000 hours. Even a period of 100,000 hours is equal to more than 11 years. Light curtains used in LEDs are modulated so that they are only on for a few microseconds at a time which further increases their life expectancy. More powerful microprocessors also increase the reliability of light curtains because they can perform more functions and thus reduce the number of components.
CONCLUSION
Evolving global safety standards, rapidly advancing technology change and the desire to improve workplace safety records are acting together to drive continual improvements in light curtain design. This overview has shown some of the trends that are changing the shape and practices of machine guarding, while enabling manufacturers to make safety and productivity improvements.
Subscribe to learn the latest in manufacturing.

Industry News







